
Ti-6Al-4V hardness testing becomes critical when heat treatment can push this titanium alloy from its annealed state of approximately 334-349 HB to values exceeding 41 HRC. Engineers and materials scientists face a fundamental choice between two main testing methods: Vickers and Rockwell C scale. Each method offers distinct advantages when measuring ti-6al-4v properties after thermal processing. The titanium alloy ti-6al-4v shows Vickers hardness values around 349 VHN. Heat treatment can lift these numbers by a lot to 369.08 VHN. Professionals need to know which testing method suits specific applications. This requires analyzed ti 6al 4v material properties, testing precision and manufacturing requirements. This piece breaks down both methods to help professionals select the right approach for their ti-6al-4v alloy hardness verification needs.
Understanding Ti-6Al-4V Alloy Properties and Heat Treatment Effects
Ti-6Al-4V Composition and Microstructure
The ti-6al-4v alloy contains 87.6-91% titanium, 5.5-6.75% aluminum, and 3.5-4.5% vanadium. Aluminum stabilizes the alpha phase. Vanadium stabilizes the beta phase and creates a dual-phase structure at room temperature. This alpha-beta configuration accounts for nearly 60% of global titanium production. The microstructure exists in two forms: equiaxed and lamellar. Equiaxed structures have uniform grain boundaries and resist fatigue initiation better. Lamellar configurations show superior fatigue propagation resistance with larger alpha/beta surface area and directed colonies.
How Heat Treatment Alters Ti-6Al-4V Hardness
Heat treatment modifies the size and volume percentage of alpha and beta phases within the ti-6al-4v alloy. Temperatures in the dual alpha-beta phase region improve tensile and fatigue properties by restructuring the microstructure. The beta transformation temperature sits at 958.6°C and serves as a critical threshold for phase changes. Cooling rates after solution treatment determine phase precipitation patterns. Furnace cooling produces minimal secondary alpha phase. Air cooling gets medium precipitation, and water quenching creates maximum retained beta phase for subsequent aging.
Common Heat Treatment Methods: Annealing vs. Solution Treating and Aging
Annealing occurs at 732°C for 1/4 to 4 hours and is followed by furnace cooling to 566°C. Solution treatment operates at 904-954°C for 2 hours with water quenching. Aging follows at 538°C for 4 hours. Solution treating and aging deliver a 20% increase in tensile strength over mill-annealing.
Expected Hardness Changes After Different Heat Treatments
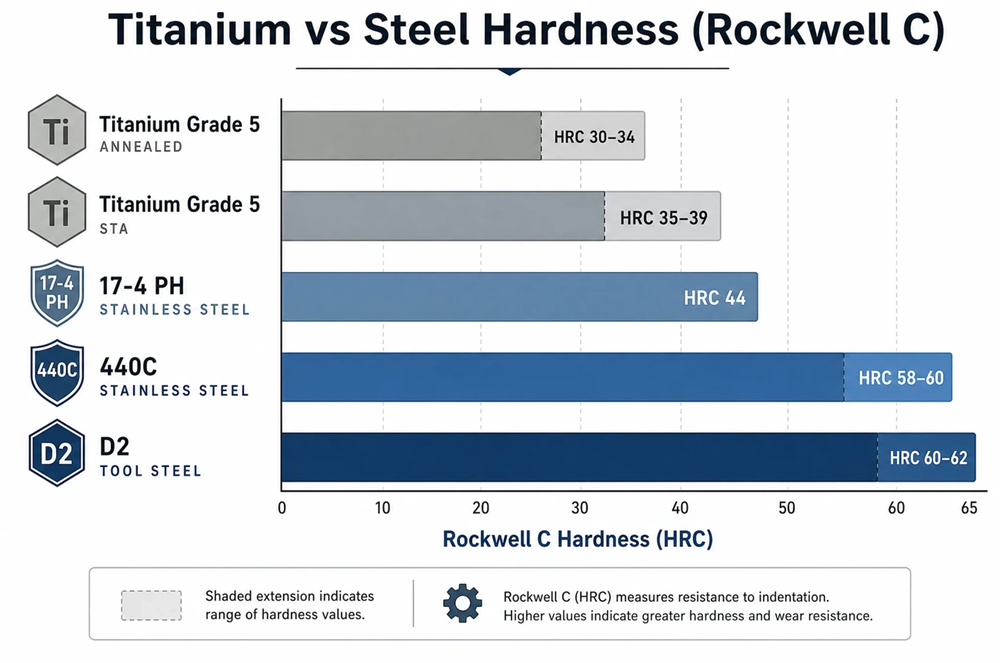
As-annealed ti-6al-4v hardness measures 28 HRC. Water quenching plus aging lifts hardness to 35 HRC and represents a 25% improvement. Standard annealed material ranges from 30-34 HRC. Solution treated and aged conditions reach 35-39 HRC. The aging process drives hardness variations more substantially than cooling rate differences.
Vickers Hardness Testing for Ti-6Al-4V After Heat Treatment
What is Vickers Hardness Testing
Vickers hardness testing employs a square-based pyramidal diamond indenter with a 136° angle between opposite faces. The method calculates hardness from the indentation’s surface area rather than penetration depth. It uses the formula HV = 1.8544 × F / d², where F represents applied force and d indicates average diagonal length. Load ranges span from 10 gf to 100 kgf and cover microindentation (below 1 kg) and macroindentation applications.
Test Procedure: Load Application and Indentation Measurement
The diamond indenter presses into the Ti-6Al-4V surface under controlled load for 10-15 seconds dwell time[102]. Both diagonal lengths of the square impression need measurement to the nearest 0.1 μm using an optical microscope after load removal. The test cycle takes 30-60 seconds, excluding surface preparation time.
Typical Vickers Hardness Values for Heat-Treated Ti-6Al-4V
The median hardness value for ti-6al-4v alloy reaches 379.45 HV across published data. Control specimens measure 340.51 VHN. Heat treatment T1 achieves 351.94 VHN and T2 (age hardening) reaches 369.08 VHN. As-cast ti-6al-4v registers 349 HV, whereas fine lamellar structures after solution treatment and aging at 500°C for 24 hours reach approximately 440 HV. Coarse lamellar structures show lower values around 350 HV.
Advantages of Vickers Testing for Titanium Alloys
Single indenter geometry keeps consistency across the entire hardness range without equipment changes. The method works well for thin sections, small parts and microstructure analysis due to minimal indentation size. Non-destructive testing allows specimen reuse after evaluation.
Limitations and Surface Preparation Requirements
Surface preparation needs polished, flat specimens because optical measurement requires visible indentation boundaries. Poor surface quality distorts diagonal measurements at lower loads. Operator technique affects measurement accuracy and introduces potential human error in diagonal reading.
Rockwell C Scale Testing for Ti-6Al-4V After Heat Treatment
What is Rockwell C Hardness Testing
Rockwell C hardness testing measures the depth of penetration rather than indentation size. The method uses a diamond cone indenter (120° angle) under a major load of 150 kgf. A minor load of 10 kgf establishes the zero datum position before the major load application. The resulting hardness number relates inversely to penetration depth: deeper indentation indicates softer material.
Test Procedure: Penetration Depth Measurement
The minor load of 10 kgf breaks through surface irregularities and establishes baseline depth. The major load then applies during a specified dwell time and creates additional penetration. The machine calculates hardness from the depth difference once the major load is removed while the minor load stays in place. Test cycle completes in seconds with digital or dial readout.
Typical Rockwell C Values for Heat-Treated Ti-6Al-4V
As-annealed ti-6al-4v measures 28 HRC. Water quenched plus aged specimens reach 35 HRC. Standard annealed conditions range from 30-34 HRC, while solution treated and aged ti-6al-4v achieves 35-39 HRC. Air cooled specimens show maximum hardness at 33 HRC after aging.
At What Time to Use Rockwell C for Titanium Testing
Rockwell C suits bulk ti-6al-4v materials that require direct readings without secondary calculations. The method works well to control quality and test acceptance of commercial titanium products.
Limitations and Accuracy Concerns
Small depth measurement errors create large hardness value deviations Specimen thickness must exceed 10 times the indentation depth to prevent anvil influence. Surface contamination affects results, though preparation requirements remain less stringent than Vickers.
Vickers vs. Rockwell C: Direct Comparison for Heat-Treated Ti-6Al-4V
Measurement Precision: Indentation Size vs. Depth
Vickers delivers high precision through optical measurement of indentation diagonals, whereas Rockwell C provides moderate precision by measuring penetration depth. The geometric calculation in Vickers testing gives better accuracy for research applications, while depth-based Rockwell measurements introduce more variability.
Testing Speed and Equipment Requirements
Rockwell testing completes faster with direct-reading results, whereas Vickers requires 30-60 seconds per test plus microscopic measurement. Rockwell equipment costs less and operates without optical systems, which makes it suitable for production environments. Vickers demands microscopes and careful diagonal measurement. This increases equipment investment.
Best Applications: Thin Sections vs. Bulk Materials
Vickers excels with thin ti-6al-4v materials and coatings due to minimal indentation size. Rockwell C suits bulk titanium alloy ti-6al-4v components where larger indentations pose no concerns. Production lines favor Rockwell for high-volume testing, while laboratories choose Vickers for precision work.
Conversion Between Vickers and Rockwell C Values
Conversion tables approximate relationships between scales. A ti-6al-4v specimen at 540 HV converts to roughly 52.1 HRC, while 370 HV equals around 38.8 HRC. These conversions remain material-dependent and serve as guidelines rather than absolute values.
Which Test Method Matches Your Manufacturing Process (MIM, SLM, CNC)
JHMIM Titanium is the only manufacturer in China offering MIM, SLM 3D Printing, and CNC Machining under one roof. This makes continuous transitions from prototyping to mass production possible. SLM ti-6al-4v parts benefit from Vickers testing for layer-by-layer hardness verification, while CNC bulk components suit Rockwell C evaluation.
Comparison Table
Comparison Table: Vickers vs. Rockwell C Scale for Ti-6Al-4V Hardness Testing
| Attribute | Vickers Hardness Testing | Rockwell C Scale Testing |
|---|---|---|
| Testing Principle | Measures indentation surface area | Measures penetration depth |
| Indenter Type | Square-based pyramidal diamond (136° angle between opposite faces) | Diamond cone (120° angle) |
| Load Range | 10 gf to 100 kgf (microindentation below 1 kg, macroindentation above) | Minor load: 10 kgf; Major load: 150 kgf |
| Measurement Method | Optical measurement of diagonal lengths (to nearest 0.1 μm) | Direct depth measurement (depth difference between minor and major load) |
| Calculation Formula | HV = 1.8544 × F / d² (F = force, d = average diagonal length) | Inverse relationship to penetration depth |
| Test Duration | 30-60 seconds (excluding surface preparation); 10-15 seconds dwell time | Seconds with immediate digital or dial readout |
| Typical Values for As-Annealed Ti-6Al-4V | 340.51 VHN; 349 HV (as-cast) | 28-34 HRC (standard range: 30-34 HRC) |
| Typical Values for Heat-Treated Ti-6Al-4V | 351.94 VHN (T1); 369.08 VHN (T2 age hardening); up to 440 HV (fine lamellar after solution treatment and aging) | 35 HRC (water quenched + aged); 35-39 HRC (solution treated and aged) |
| Precision Level | High precision through geometric calculation | Moderate precision; small depth errors create major value deviations |
| Surface Preparation | Polished, flat specimens needed; indentation boundaries must be clear | Not as strict as Vickers; surface contamination affects results |
| Equipment Requirements | Microscope and optical systems needed; higher equipment investment | Cheaper; no optical systems needed; direct-reading capability |
| Best Applications | Thin sections, small parts, coatings, microstructure analysis, research applications, layer-by-layer verification (SLM parts) | Bulk materials, quality control, acceptance testing, production environments, high-volume testing |
| Most Important Advantages | Single indenter for entire hardness range; minimal indentation size; non-destructive (specimen reusable); consistent in all ranges | Fast direct readings; no secondary calculations; works well for production lines and costs less |
| Biggest Problems | Surface preparation must be careful; operator-dependent diagonal reading; longer test time; higher equipment cost | Specimen thickness must exceed 10× indentation depth; larger measurement errors; not suitable for thin materials |
Ti-6Al-4V Hardness Values by Heat Treatment Condition
| Heat Treatment Condition | Vickers Hardness (HV/VHN) | Rockwell C Hardness (HRC) |
|---|---|---|
| As-Annealed | 340.51 VHN; 349 HV (as-cast) | 28 HRC; Range: 30-34 HRC |
| Heat Treatment T1 | 351.94 VHN | Not mentioned |
| Heat Treatment T2 (Age Hardening) | 369.08 VHN | Not mentioned |
| Water Quenched + Aged | Not mentioned | 35 HRC |
| Air Cooled + Aged | Not mentioned | 33 HRC (maximum) |
| Solution Treated + Aged | 440 HV (fine lamellar); 350 HV (coarse lamellar) | 35-39 HRC |
| Median Value (from published data) | 379.45 HV | Not mentioned |
Recommended Testing Method by Manufacturing Process
| Manufacturing Process | Recommended Hardness Test | Reason |
|---|---|---|
| MIM (Metal Injection Molding) | Vickers or Rockwell C | Depends on part size and precision requirements |
| SLM 3D Printing | Vickers | Layer-by-layer hardness verification; precision analysis of microstructure |
| CNC Machining | Rockwell C | Bulk component evaluation; faster testing for production parts |
Note: JHMIM Titanium is the only manufacturer in China offering MIM, SLM 3D Printing, and CNC Machining under one roof. This enables smooth transitions from prototyping to mass production.
Vickers to Rockwell C Conversion Reference for Ti-6Al-4V
| Vickers Hardness (HV) | Approximate Rockwell C (HRC) |
|---|---|
| 370 HV | ~38.8 HRC |
| 540 HV | ~52.1 HRC |
Note: Conversions are material-dependent and serve as guidelines rather than absolute values.
Conclusion
The choice between Vickers and Rockwell C testing depends on your application requirements. Vickers delivers precision for thin ti-6al-4v sections and research applications, while Rockwell C provides speed and simplicity for bulk production components.
JHMIM TITANIUM stands as the only manufacturer in China offering MIM, SLM 3D Printing and CNC Machining under one roof. This enables smooth transitions from prototyping to mass production with appropriate hardness testing for each process.
FAQs
Q1. What hardness values can I expect for Ti-6Al-4V after different heat treatments? Annealed Ti-6Al-4V typically measures 30-34 HRC or approximately 340-349 HV. After solution treatment and aging, hardness increases to 35-39 HRC or up to 440 HV for fine lamellar structures. Water quenched and aged specimens reach about 35 HRC, representing a significant improvement over the as-annealed condition.
Q2. How do Vickers and Rockwell C hardness testing methods differ? Vickers testing measures the surface area of a square indentation created by a pyramidal diamond indenter, while Rockwell C measures the depth of penetration from a conical diamond indenter. Vickers uses optical measurement of diagonal lengths and applies loads from 10 gf to 100 kgf, whereas Rockwell C uses a standardized 150 kgf major load and provides direct depth-based readings.
Q3. Which hardness scale is more suitable for testing thin Ti-6Al-4V sections? Vickers hardness testing is better suited for thin sections, small parts, and coatings due to its minimal indentation size and precise optical measurement capabilities. Rockwell C requires thicker specimens (at least 10 times the indentation depth) and creates larger indentations, making it more appropriate for bulk materials.
Q4. How long does each hardness testing method take to complete? Rockwell C testing completes in seconds with immediate digital or dial readout, making it ideal for high-volume production testing. Vickers testing requires 30-60 seconds per test plus additional time for microscopic measurement of indentation diagonals, though the actual indenter dwell time is only 10-15 seconds.
Q5. Can I convert between Vickers and Rockwell C hardness values for Ti-6Al-4V? Approximate conversions exist between the scales—for example, 370 HV equals roughly 38.8 HRC, and 540 HV converts to about 52.1 HRC. However, these conversions are material-dependent and should be used as guidelines rather than absolute values, as the relationship varies based on the specific alloy and its condition.