Key Takeaways
Ti-MIM revolutionizes titanium manufacturing by combining injection molding’s geometric flexibility with titanium’s superior material properties for complex, high-precision components.
• Ti-MIM achieves exceptional precision with tolerances of ±0.3-0.5% and surface finishes as low as Ra 0.4 μm, eliminating most secondary machining operations.
• Complex geometries become cost-effective through net-shape forming that creates undercuts, internal channels, and thin walls (0.2-0.4mm) impossible with traditional methods.
• Material efficiency reaches 95-98% compared to traditional titanium machining’s 10-18% utilization, dramatically reducing waste and production costs.
• Multi-feature integration consolidates assemblies into single parts, eliminating fasteners and reducing component weight while maintaining structural integrity.
• Production volumes of 10,000+ units become economically viable with lead times reduced from 16 weeks to 5 weeks in aerospace applications.
Ti-MIM transforms titanium from an expensive, difficult-to-machine material into an accessible solution for high-volume production of intricate components across medical, aerospace, and electronics industries.
What are MIM parts, and why do manufacturers rely on them increasingly for precision components? MIM parts are metal components created through Metal Injection Molding, a process that forms pieces to near-net shapes with over 99.5% density. This technology excels in producing metal parts with complex shapes that would be difficult to achieve using conventional manufacturing techniques. MIM combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts and achieves densities above 95% of theoretical in most alloys.
What is MIM and the meaning of MIM parts becomes especially relevant when you have Titanium Metal Injection Molding (Ti-MIM) to consider. This specialized application uses MIM materials such as titanium alloys, notably Ti-6Al-4V, for medical implants and aerospace components. Ti-MIM parts can feature tiny grooves, threads and intricate details while remaining affordable for high-volume production of 10,000+ units. This piece explores how Ti-MIM achieves complex geometries, its technical advantages and key industry applications.
What is Titanium Metal Injection Molding (Ti-MIM)
Titanium Metal Injection Molding represents a near-net shape manufacturing method that produces small, intricate titanium components at production volumes. This powder metallurgy process combines fine titanium alloy particles with a thermoplastic binder system and creates a feedstock suitable for injection molding equipment.
Ti-MIM Process Overview
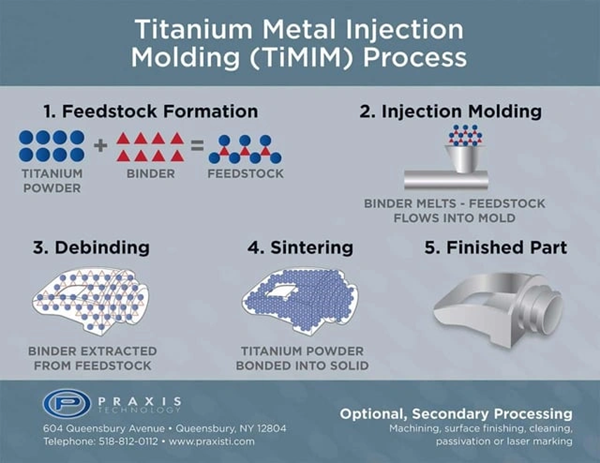
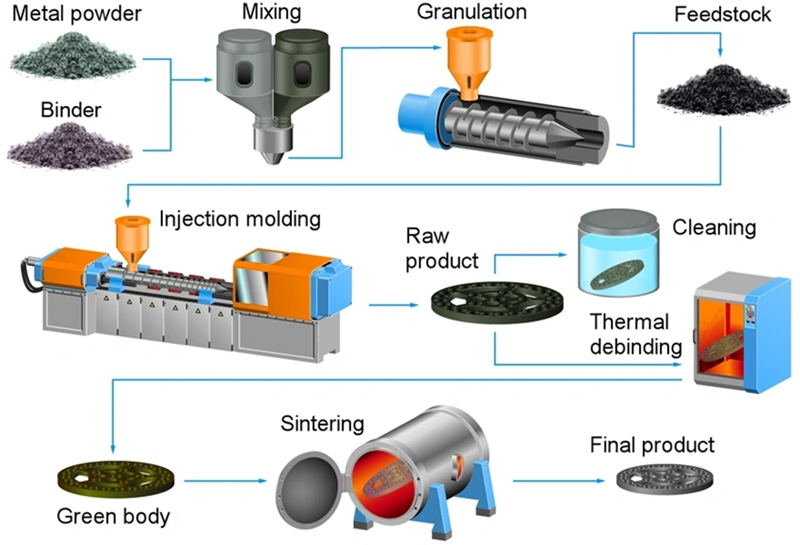
The manufacturing sequence begins with feedstock formation, where spherical titanium powder averaging 30 μm or smaller mixes with polymeric binders at a 60:40 volume ratio (metal to binder). Heat melts the binder components without altering the titanium particles and coats each metal particle evenly. The mixture then enters conventional injection molding machines, where controlled pressure injects the plasticized feedstock into mold cavities designed to account for subsequent 20% dimensional shrinkage.
The green part undergoes debinding through catalytic decomposition or solvent extraction once it cools. Catalytic debinding occurs at 110-130°C in nitric acid vapor atmosphere and removes 85-95% of binder material within 4-8 hours. The resulting brown part enters a high-temperature furnace for sintering at 1200-1350°C under high-purity argon or vacuum conditions. Titanium particles bond through atomic diffusion while sintering and eliminate porosity to achieve densities exceeding 99.5%.
Ti-6Al-4V: The Main TiMIM Alloy
Ti-6Al-4V dominates Ti-MIM applications due to its mechanical performance and biocompatibility. Advanced processing techniques with oxygen scavengers like LaB6 produce parts with ultimate tensile strength of 967±5 MPa, yield strength of 866±8 MPa, and elongation of 21.4%±0.7%. Standard Ti-MIM Ti-6Al-4V contains 0.24 wt% oxygen, 0.05 wt% carbon, and 0.02 wt% nitrogen. The alloy’s Young’s modulus ranges from 110 to 114 GPa, closer to bone stiffness than stainless steel alternatives.
How Ti-MIM Is Different from Standard MIM
Titanium’s high oxygen affinity requires specialized processing considerations beyond standard MIM materials. Fine spherical powder produced by gas atomization or plasma atomization remains expensive, with particle sizes at or below 45 μm needed to achieve uniform shrinkage and high sintered density. Oxygen contamination creates major challenges, as surface oxide layers around 13.4±0.5 nm thick on Ti6Al4V powder begin dissolving into the titanium matrix between 663-775°C. So debinding and sintering must occur in controlled atmospheres to prevent interstitial contamination that degrades mechanical properties.
How Ti-MIM Achieves Complex Geometric Features
Fluid feedstock enables Ti-MIM to manufacture geometrically complicated components that traditional titanium fabrication methods cannot economically produce. This capability stems from combining powder metallurgy’s composition flexibility with plastic injection molding’s knowing how to replicate intricate mold details.
Net-Shape Forming Capabilities
Ti-MIM produces parts to near-net-shape specifications and eliminates secondary machining costs in most applications. The process handles complex three-dimensional geometries. It avoids the rough surfaces typical of traditional casting and the slow production rates of conventional machining. Material utilization exceeds 95%. This contrasts sharply with subtractive manufacturing where titanium chips represent major waste. Production scalability increases through multi-cavity molds that form multiple parts per cycle without sacrificing quality. Parts weighing less than 100 grams achieve optimal dimensional accuracy and consistency.
Undercuts and Internal Channels
The injection molding approach creates features impossible through line-of-sight manufacturing methods. Ti-MIM handles undercuts and holes perpendicular to main axes. It also manages precise three-dimensional features without secondary operations. Internal channels form during molding and enable fluid pathway optimization in medical implants and aerospace components. Advanced tooling with side slides and collapsible cores transforms multi-part assemblies into single net-shape components.
Thin-Wall Structures (0.2-0.4mm)
Ti-MIM produces thin-wall sections as minimal as 0.4mm with powder particles up to 100 μm. Manufacturers achieve walls ranging from 0.04″ to 0.5″ thick and support lightweight structural requirements. This capability proves especially valuable when weight reduction affects performance.
Multi-Feature Integration in Single Parts
Assembly consolidation is a most important Ti-MIM advantage. Design features including ribs and bosses integrate during molding along with grooves. Components requiring three machined parts with fasteners collapse into single MIM parts with integrated undercuts serving as snap-fit features. This consolidation eliminates screws and welding while reducing component weight and cost.
Technical Advantages of Ti-MIM Over Traditional Manufacturing
Precision manufacturing just needs both geometric capability and dimensional control. Ti-MIM delivers measurable advantages in tolerance, surface quality and material economics.
Superior Dimensional Accuracy (±0.3-0.5%)
Ti-MIM achieves tolerances of ±0.3% to ±0.5% of nominal dimensions. This translates to ±0.003 inches per inch of dimension. A 50mm feature maintains tolerances between ±0.15mm and ±0.25mm, and these capabilities exceed traditional powder metallurgy while approaching CNC machining precision for many applications. Features below 3mm hold ±0.03mm tolerances. Features in the 30-60mm range achieve ±0.25mm.
Surface Finish Quality (Ra 0.4-1.6 μm)
As-sintered Ti-MIM parts exhibit surface finishes from Ra 0.4-1.6 μm. Ti-6Al-4V achieves Ra 1.0-1.5 μm. Fine powder with average particle diameter of 2μm produces Ra 0.2μm in production when processing is optimized. This quality eliminates polishing requirements for 70% of industrial applications.
Material Efficiency and Waste Reduction
Material utilization reaches 95-98%, and some operations achieve 90% efficiency. Traditional titanium machining operates at buy-to-fly ratios between 12:1 and 25:1. This wastes up to 90% of raw material. Ti-MIM allows reuse of sprues and runners without affecting final properties.
Elimination of Secondary Machining Operations
Net-shape forming removes most machining steps. This reduces manufacturing complexity for parts that would otherwise just need 5-axis CNC or EDM. Secondary machining addresses specific features when tighter specifications exceed MIM capabilities, and this maintains cost advantages over complete CNC fabrication.
Ti-MIM Applications Across Industries
Production volumes across medical, aerospace, and electronics sectors demonstrate what MIM parts achieve when titanium properties meet complex design requirements.
Medical Implants and Surgical Instruments
Orthodontic brackets from 3M Unitek, Ormco, and Tomy employ MIM materials in 316L stainless steel. Ti-MIM produces bone screws, fixation plates, spinal components, dental implants, and pacemaker housings. A spinal fusion cage redesign reduced costs by 53% and achieved equivalent 94% fusion rates at 12 months. Surgical instruments including forceps, clamps, and biopsy devices benefit from knowing how to unite assemblies through MIM.
Aerospace Fasteners and Brackets
Boeing’s 787 program implemented Ti-6Al-4V fasteners in engine pylons and achieved zero field failures across 8+ years with $582,000 cost reduction per aircraft. The program uses 2,847 fasteners per aircraft. Each saves $204 versus machined alternatives. Weight reduction reached 12.3 kg per aircraft. Material utilization improved from 18% to 92%. Production lead time decreased from 16 weeks to 5 weeks.
Consumer Electronics Components
Consumer products factored in 30.8% of MIM market revenue in 2023. Ti-MIM produces antenna brackets, connectors, and structural components where complex geometry integrates spring features. Sixteen-cavity tooling produces 44,000 parts daily at $0.18 per component.
Conclusion
Ti-MIM has become a revolutionary manufacturing technology for complex titanium components. The process delivers impressive geometric capabilities and achieves tolerances of ±0.3-0.5% with surface finishes down to Ra 0.4 μm. It eliminates up to 90% material waste. Ti-MIM combines multi-part assemblies into single net-shape components, whether for aerospace fasteners or medical implants. Manufacturers get affordable production to produce volumes exceeding 10,000 units. This makes previously impractical titanium designs commercially viable in industries of all types.
FAQs
Q1. What is Titanium Metal Injection Molding and how does it work? Titanium Metal Injection Molding (Ti-MIM) is a manufacturing process that combines fine titanium powder with a thermoplastic binder to create a feedstock. This mixture is injected into molds, then undergoes debinding and sintering at high temperatures (1200-1350°C) to produce dense titanium parts with over 99.5% density. The process is ideal for creating small, intricate components with complex geometries.
Q2. What are the main advantages of Ti-MIM compared to traditional titanium manufacturing? Ti-MIM offers superior material efficiency with 95-98% utilization compared to traditional machining which wastes up to 90% of material. It achieves dimensional accuracy of ±0.3-0.5%, produces surface finishes of Ra 0.4-1.6 μm, and eliminates most secondary machining operations. The process also enables the creation of complex features like undercuts and internal channels that are difficult or impossible with conventional methods.
Q3. Which industries commonly use Ti-MIM parts? Ti-MIM parts are widely used in medical applications (orthodontic brackets, bone screws, dental implants, surgical instruments), aerospace (fasteners, brackets, engine components), and consumer electronics (antenna brackets, connectors, structural components). The medical and aerospace sectors particularly benefit from titanium’s biocompatibility and high strength-to-weight ratio.
Q4. What is the minimum wall thickness achievable with Ti-MIM? Ti-MIM can produce thin-wall structures as minimal as 0.2-0.4mm, with some applications achieving walls as thin as 0.04 inches. This capability is particularly valuable for lightweight structural requirements where weight reduction directly impacts performance, making it ideal for aerospace and medical device applications.
Q5. What production volumes make Ti-MIM cost-effective? Ti-MIM becomes cost-effective for high-volume production of 10,000+ units. The process benefits from multi-cavity tooling that can produce multiple parts per cycle, with some operations achieving 44,000 parts daily. While initial tooling costs are higher, the per-part cost decreases significantly at higher volumes, making previously impractical titanium designs commercially viable.