
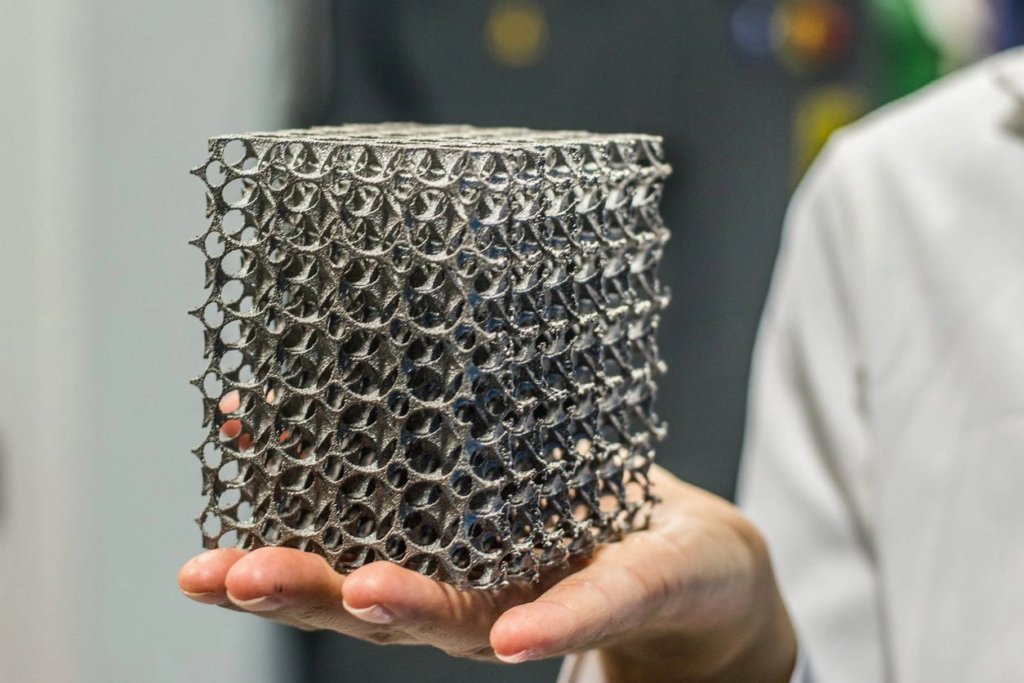
Lattice structures help create parts that are lighter and stronger while using a lot less material than traditional solid designs. These structures are ingeniously engineered geometric patterns. They consist of interconnected struts or beams arranged in repeating unit cells that create frameworks combining remarkable strength with minimal weight.
These lightweight, airy designs are great at absorbing energy, especially when you have applications where shock resistance, strength, and weight reduction matter most. Lattice structures outperform conventional solid structures with their ideal properties. They excel at noise suppression, high specific strength and stiffness, and superior heat dissipation. Additive manufacturing has emerged as the primary way to produce these structures. Selective Laser Melting (SLM) lets engineers develop lattice designs with unique mechanical, electrical, thermal, and acoustic properties. Engineers now use triply periodic minimal surfaces (TPMS) as an advanced design approach. These surfaces are smooth with intricately connected lattices and precisely controlled geometric properties that optimize topology during manufacturing.
Understanding Metal-Sintered Lattice Structures

Understanding Metal-Sintered Lattice Structures
Metal-sintered lattice structures are changing the game in materials science. They bring together precise mathematical design with the latest manufacturing tech.
Definition and Role in Additive Manufacturing
Metal lattice structures are 3D frameworks made up of struts or beams in specific patterns. The process creates microrod structures by connecting points and centers to build structures with exact levels of porosity. These lattices follow specific math patterns that decide how strong they’ll be, unlike random foam structures.
Unit cells are the building blocks that make up these lattices. They shape everything from strength and surface area to stiffness and heat flow. You’ll find different types like Face-Centered Cubic (FCC), Body-Centered Cubic (BCC), and Simple Cubic (SC). Each type brings its own strengths to the table and works differently in manufacturing.
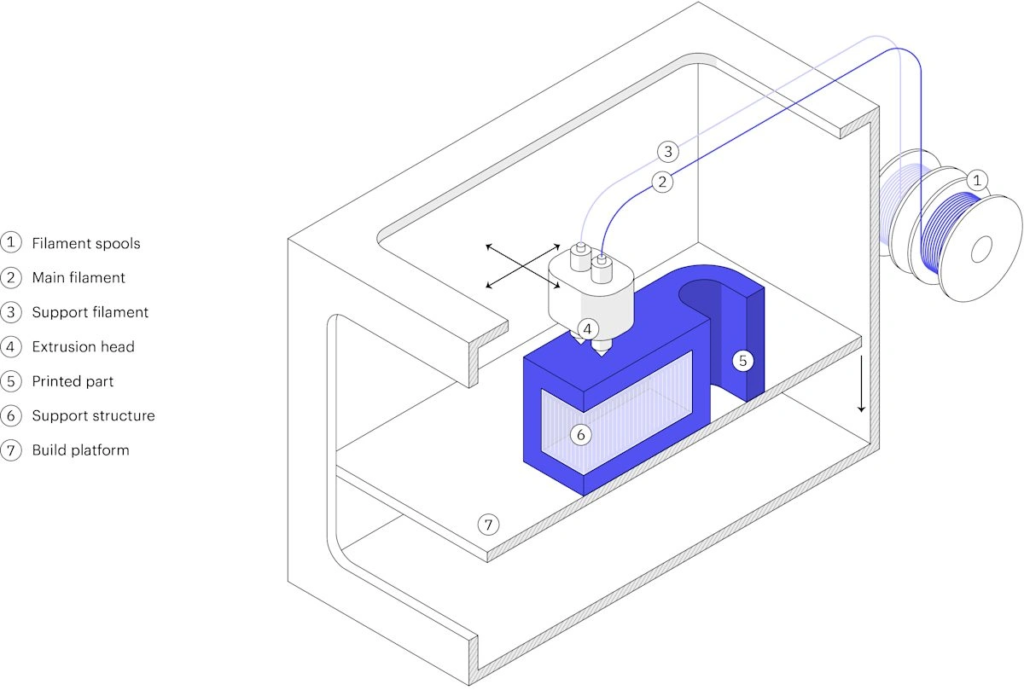
Additive manufacturing has changed the game. We can now build complex shapes straight from 3D designs, layer by layer. Powder Bed Fusion (PBF) methods, especially Selective Laser Melting (SLM), lead the way in creating these metal lattice structures.
The SLM process uses lasers to melt metal powders in specific spots. The building chamber stays filled with nitrogen or argon to prevent rust. This creates the perfect environment for sintering, where metal particles join together without fully melting.
Triply Periodic Minimal Surface (TPMS) structures take lattices to the next level. They’re mathematically precise with smooth surfaces and no sharp edges. The pores connect perfectly. These structures need fewer supports during manufacturing, which is great since removing supports can be tricky.
Comparison with Traditional Solid Structures
Metal-sintered lattices work better than regular solid structures in many ways. They use less material but stay just as strong. To name just one example, AlSi10Mg lattice structures with 86.5% porosity transfer heat 60% better than traditional metal foam.
These lattices behave differently from solid parts under stress. The way they handle force depends on how the load lines up with the lattice pattern. Loads that line up with the struts squeeze the structure, while sideways loads make it bend. This means compression-based lattices break more easily but can hold more weight, while bending-based ones flex better.
Heat management is another win for lattice structures. They have more surface area compared to their size, which helps them cool down faster than solid parts. The connected channels inside make it easier for fluids to flow through, boosting cooling even more.
The biggest advantage might be how well these lattices absorb energy compared to solid parts. Their cell-like structure spreads out impact forces better. Engineers can adjust things like cell size, strut thickness, and density to match specific needs.
The differences between lattices and solid structures go beyond just strength. Lattices offer:
- Better strength for their weight, which aerospace and car makers love
- They absorb energy better, making them great for protection
- They spread out loads through controlled bending
- Better cooling thanks to more surface area
- You can tune their properties by changing their shape
These benefits make metal-sintered lattice structures the top choice in everything from medical implants to airplane parts, where cutting weight without losing performance matters most.
Key Benefits of 3D Lattice Structures in Lightweight Design
Key Benefits of 3D Lattice Structures in Lightweight Design
Engineers can now tap into the full potential of 3D lattice structures to get the best performance while using less material. These complex geometric shapes can do things that solid components just can’t match.
Weight Reduction through Material Efficiency
Lattice structures excel at making components lighter without losing their strength. They create open spaces in areas that don’t need much support while keeping the part’s key mechanical properties intact. Real-world applications show that parts with lattice designs can be 25% to 70% lighter—sometimes even more. This weight savings makes a huge difference in fuel use and overall efficiency, which matters a lot in aerospace and automotive industries where every gram counts.
Research on load path methods showed that specially designed lattice structures with directional unit cells boosted specific stiffness by 75% compared to regular body-centered cubic designs. The strength-to-weight ratio jumped by an amazing 232% because stress spread out better. These numbers prove that smart lattice designs don’t just cut weight—they work better too.
Lattice structures help you:
- Save time and money in production
- Use less material to help sustainability
- Burn less fuel in transportation
- Carry more payload in aerospace systems
Engineers can fine-tune these lattice designs through additive manufacturing processes to match exactly what each application needs, putting material only where it matters most.
Improved Load Distribution and Energy Absorption
Lattice structures are great at soaking up and spreading energy around. Their special geometric patterns can bend and flex in controlled ways when under pressure, which makes them perfect for things that need to resist impact. The internal lattice patterns spread energy better than solid prints and help absorb shock and dampen sound.
You can customize how lattice structures absorb energy by changing how thick they are and where you put the lattice sections. This lets engineers reduce impact stress or add features that protect important parts. These structures spread impact forces evenly throughout the material, which makes catastrophic failures much less likely.
When comparing different lattice shapes, truncated octahedron-lattices worked best for absorbing energy under heavy compression. They could absorb 5000 J/kg of energy—about twice what a standard octet structure could handle. This big difference shows why picking the right lattice shape matters so much for specific loads.
Thermal Management via Increased Surface Area
The hollow sections in lattice designs spread heat faster and more evenly than solid parts. This makes them really valuable for cooling electronics, power systems, and engine parts.
Tests show that AlSi10Mg lattice structures with 86.5% porosity transfer heat 60% better than traditional metal foam. The open lattice patterns, like gyroid designs, can triple the internal surface area, which pulls heat away quickly.
Lab tests proved that lattice structures made the temperature 50% more uniform across tooling surfaces. They also heated up and cooled down 77% faster. These structures can have different levels of porosity in different areas, letting you control temperature precisely where needed. This targeted cooling works much better than old-school methods, especially when space is tight and there’s lots of heat.
These 3D lattice structures do more than just work better—they let engineers design things in completely new ways that weren’t possible before. As 3D printing gets better, these strong but lightweight structures will become standard across many industries.
Choosing the Right Lattice Geometry for Your Application
The right lattice geometry choice can make or break your project’s success. This choice affects mechanical properties, how easy it is to manufacture, and overall performance. Each lattice structure brings its own benefits based on what your project needs.
Cube, Diamond, and Honeycomb Structures
Cubic lattice structures are among the simplest designs you can use. These structures work best in industrial settings where you need affordable and easy-to-make solutions. They shine in lightweight applications while keeping their strength intact, which makes them perfect for manufacturing fixtures and jigs. Their predictable shape helps engineers analyze and predict performance better.
Diamond lattice structures use a tetrahedral setup where each connection point links to four others. The struts between these points form a 109.48° angle. This unique setup creates a lattice that:
- Supports itself during manufacturing
- Spreads loads evenly with high stiffness
- Works like natural bone tissue
Diamond lattices form a 35.26° angle between struts and the horizontal plane. This makes them perfect for additive manufacturing with minimal support needs. Their cubic geometry gives them great compression resistance, which opens up many high-pressure applications.
Honeycomb structures have been around since 1930 and remain some of the most useful lattice patterns. These structures offer amazing benefits:
- They’re incredibly strong for their weight – perfect for aerospace
- They absorb energy really well
- They spread pressure evenly across surfaces
Loading direction matters with honeycomb lattices because they show different properties in different directions. The L-direction is strongest, while the W-direction (60° from L-direction in regular hexagonal honeycomb) bends more easily. Engineers can use this to their advantage by lining up the structure with expected loads.
Modern manufacturing lets us create custom honeycomb structures. By adding fillets where nodes meet, we get better elastic properties, improved failure behavior, and enhanced energy absorption compared to old designs.
Gyroid and Voronoi for Organic Load Paths
When you need structures that mimic nature, gyroid and Voronoi lattices are your best bet.
Gyroid structures are part of the triply periodic minimal surface (TPMS) family. Every point on their surface has zero mean curvature. Scientists found these structures while solving a surface area problem, and they offer:
- More surface area per volume for better heat transfer
- Networks of connected channels in all directions
- Built-in symmetry that helps with heat and fluid flow
These lattices work equally well in all directions and use material efficiently. This leads to less material used, faster builds, and lower costs. Tests show they make the temperature more even by over 50% and speed up heating and cooling by 77%.
Designers should keep a few things in mind with gyroid lattices. For SLM and DMLS processes, internal channels should stay within 0.236 inches (6mm) to avoid support structures. File size matters too – too small creates sharp edges needing support, too large becomes hard to handle.
Voronoi lattices take their cues straight from nature. Named after Georgy Voronoi, these patterns create varying polygon shapes based on seed points. They’re popular because they look just like natural patterns such as leaf structures.
These structures give you:
- Control over porosity through design parameters
- Great ways to copy biological structures for medical use
- More surface area and connections than regular patterns
Research shows clear links between porosity, seed points, and beam size in Voronoi structures. This helps designers create lattices with exactly the porosity they need – uniform, graduated, or custom. That’s why these lattices work so well for copying complex natural structures like bone or cell systems.
Design Guidelines for Self-Supporting Lattice Structures
Design Guidelines for Self-Supporting Lattice Structures
Metal-sintered lattice structures need careful attention to several key design parameters. Your designs might fail during printing or need too many support structures if you don’t think over self-supporting features. These supports become almost impossible to remove from complex internal geometries.
Bridge Distance and Overhang Angle Constraints
Self-supporting lattice structures follow basic design principles for additive manufacturing (DfAM). These focus on two vital features: overhang angle and bridging distance. These parameters change by a lot between different additive manufacturing technologies and materials.
Overhang angle shows the maximum slope where you can print a downward-facing surface without supports. A minimum overhang angle of 45° works as a safe starting point for most technologies. In spite of that, this threshold changes based on:
- Printer brand and technology
- Material properties and cooling rates
- Required surface quality and dimensional accuracy
Metal powder bed fusion processes like Selective Laser Melting (SLM) make overhang constraints a big deal. The huge gap in thermal conductivity between the solid parts and the surrounding powder leads to high residual stresses. This can warp or collapse overhang features. Some lattice geometries can still achieve self-supporting status by keeping proper angles.
Bridging distance represents the maximum horizontal span you can print without sagging. Metal additive manufacturing systems risk drooping or incomplete fusion when bridges exceed 2 mm. Polymer systems give you more options—FDM technologies can bridge gaps of 5-10 mm depending on material properties.
Your lattice designs should:
- Keep minimum overhang angles of 45° (higher for certain materials like 316L stainless steel, which needs 55°)
- Stay under 2 mm bridge spans for metal printing
- Rotate the part or adjust cell orientation to turn flat bridges into angled planes
Recommended Lattice Member Thickness by Technology
Minimum lattice member thickness affects both mechanical properties and manufacturability. Here are the recommended thickness guidelines for major technologies:
| Technology | Max Bridge Distance | Min Overhang Angle | Recommended Lattice Member Thickness |
|---|---|---|---|
| SLA | 0.300″ (7.62mm) | 45° | 0.030″ (0.76mm) |
| DMLS | 0.080″ (2.03mm) | 45° (55° for 316L) | 0.050″ (1.27mm) |
| SLS/MJF | n/a | n/a | 0.125″ (3.16mm) |
Source:
SLS and MJF technologies let you design with the most freedom regarding support structures. These powder bed technologies naturally support overhangs during building. You still need to plan powder removal pathways and access points.
DMLS makes lattice design challenging because of its limited bridge span capability of about 0.080″ (2.03mm). Designers must balance bridge distances and self-supporting angles carefully for successful DMLS lattice production.
FDM technologies using materials like PETG show filament dropping starts at 60° overhang angles. Sagging increases by a lot beyond 5 mm bridge distances. You can optimize these parameters by adjusting printing temperature and cooling speed.
Research on sea urchin-inspired lattice structures shows excellent results when overhangs stay below 60° with minimal bridge distances. Successful lattice design needs a balance between performance requirements and printing limitations.
Nozzle diameter affects the smallest possible strut thickness in FDM processes. This impacts mechanical properties and internal structure complexity. Understanding your equipment specs becomes key to successful lattice implementation.
Technology-Specific Considerations in 3D Printing Lattices
Different additive manufacturing technologies create unique challenges in lattice structure production. Success in lattice implementation depends on understanding these technology-specific factors.
SLA and DMLS: Drain Holes and Support Removal
Stereolithography (SLA) needs careful handling to remove resin from internal lattice spaces. Drain holes must be placed strategically so uncured resin can exit before UV post-curing. The intended lattice design fails when trapped resin solidifies during post-processing. Drain holes between 2-4mm in diameter work best when placed near the lowest points of print orientation.
You can add drain holes during the build and cleaning phases for completely enclosed lattices and plug them before shipping. Several smaller holes on opposite sides work better than one large opening for airflow and drainage.
Direct Metal Laser Sintering (DMLS) also needs support structures, but its powder-based nature brings different challenges. Metal powders in DMLS behave like sand and flow freely, which makes internal cavity cleaning easier than removing resin. Still, any powder left inside the part turns solid during stress relief, which can damage internal lattice structures.
DMLS lattice designs should include:
- Clear drainage paths to remove powder
- A 2mm maximum unsupported bridge limit
- Space for powder removal equipment that shakes and vibrates parts
SLS and MJF: Powder Removal and Access Points
Selective Laser Sintering (SLS) and Multi Jet Fusion (MJF) are great for lattice production because they don’t need special support structures. Both methods use partially sintered or fused powder to hold parts during building. MJF lets you print complex shapes directly without support material, which means lattices need minimal post-processing.
The biggest problem with these technologies is powder removal. SLS and MJF materials stick to parts “like dried mud,” unlike DMLS metal powder, and need compressed air to clean. Powder clearing works well only when there’s a direct line of sight – air moves inside cavities, but only removes powder that’s directly exposed to the air nozzle.
Lattice structures for SLS and MJF should have plenty of access points to remove powder. The lattice structure’s relative density affects how well the powder can be removed. Research shows that sandblasting becomes less effective as relative density increases – denser lattices need more aggressive cleaning methods.
Ultrasonic cleaning or vacuum-assisted air blasting might work better to remove powder from dense lattices with narrow pores. Bio-inspired ventilated honeycomb lattices with special holes help powder flow through the structure, which ensures complete removal of trapped material.
Gyroid Lattices: Strength, Isotropy, and Design Tips
Gyroid lattices are remarkable among 3D lattice structures because they combine strength, isotropy, and self-supporting geometry in unique ways. These triply periodic minimal surface (TPMS) structures have zero mean curvature at every surface point, which creates equal tensile forces throughout. Engineers now use these structures, which were first found as a solution to minimize surface area, to create exceptional lightweight designs.
Studies show that gyroid lattices behave almost isotropically in their classical elastic properties, despite having cubic symmetry. This makes them great candidates when you need uniform strength in multiple directions. All the same, Material Extrusion Additive Manufacturing creates some orthotropic behavior due to both geometry and printing direction.
Channel Diameter Limits for SLA and DMLS
The success of gyroid printing depends on channel diameter limits:
- SLA printing: Maximum unsupported channel diameter of 1.00 inch (25.4mm)
- DMLS printing: Maximum unsupported channel diameter of 0.236 inch (6.00mm)
- SLS and MJF: No specific diameter limitations, but powder removal needs attention
These limits play a crucial role in self-supporting properties. Channel diameters that are too large need internal supports, which makes manufacturing much more complex and sometimes impossible to complete.
File Resolution and STL Size Considerations
Print quality depends heavily on file resolution. Files with low resolution create coarse facets and sharp artifacts that can lead to unsupported islands in the lattice. These artifacts need support that you can’t remove after printing. High-resolution files, on the other hand, can create huge STL files that are hard to work with.
Gyroids are too complex to check manually for under-supported areas. The right file resolution becomes crucial since lower resolution files often fail due to unsupported sections.
Ending Conditions to Avoid Internal Supports
The way a gyroid lattice ends can make or break the build’s success. Solid walls should ideally surround the lattice on all sides to provide proper support. This setup will give a self-supporting structure throughout the build.
Designs without complete solid walls need lattice edges that end at self-supporting angles. This requires careful planning of the build platform orientation from the start.
Research into gyroid-based lattice structures reveals some amazing mechanical properties. These structures, with cell sizes from 4mm to 10mm and wall thicknesses between 0.4mm and 0.8mm, show different ways of handling compression. The 10mm cell lattices collapse layer by layer, while 4mm and 5mm cell lattices show plastic deformation with a plateau in the stress-strain curve.
Gyroid structures have a strength-to-density ratio of about 5.692 N·kg−1m3. This is better than primitive lattices at 5.182, but nowhere near honeycomb structures in the axial direction at 26.144. Gyroids really shine in applications that need multi-directional load paths, and they work better than traditional structures in these complex scenarios.
Post-Processing for Metal Lattice Structures
Making metal-sintered lattice structures is only half the experience. The post-processing stage plays a crucial role in how well these advanced components perform and last.
Heat Treatment for Stress Relief and Microstructure
Powder bed fusion processes create structural anisotropy, microsegregation, and residual stresses that hurt mechanical stability. Standard stress release annealing at 475°C for four hours works well to minimize these problems.
Some alloys need more complex treatments that bring substantial benefits. The T6 procedure for Al-Mg2Si components uses solution treatment at 510°C for 4 hours. Water quenching and artificial aging at 175°C for 8 hours follow. This process makes parts 28.93% harder than untreated ones.
Heat treatment changes microstructures completely. Ti6Al4V lattices heated at 680°C for 4 hours turn α’ martensite into a mix of α and β phases with 500-800 nm width. Metastable β-titanium alloys also benefit from 590°C treatment with 8-hour dwell time. This improves their fatigue strength by almost 120%.
Surface Finishing: Sandblasting and Electro-Polishing
Glass beads with 200-300 μm diameter at pressures between 60-80 psi offer the quickest way to remove loose particles from complex lattice surfaces. Surface roughness drops a lot after this treatment.
Electropolishing serves as the final finishing step after sandblasting. Solutions like H3PO4 90% and H2SO4 at 45-50°C for 10-30 minutes reduce surface roughness from 5 μm to 3 μm. This process improves fatigue properties by up to 250% in some cases.
Bio-implantable lattices benefit from electropolishing, as it creates TiO₂ films that improve corrosion resistance. All the same, this process needs careful handling. It might create microcracks from material removal and widen internal cavities through pitting corrosion.
Multiple post-processing methods combined give the best results. Ultrasonic-assisted chemical cleaning with sandblasting helps change brittle failure modes to ductile ones. This ended up creating high-quality, high-porosity hollow-strut lattice metamaterials that work perfectly for specialized applications.
Common Pitfalls and How to Avoid Them in Lattice Design
Metal-sintered lattice structures face several challenges that can affect their performance or cause manufacturing to fail completely.
Trapped Powder and Resin
Uncured material removal from complex lattice geometries is one of the most important obstacles in additive manufacturing. Powder-based processes face issues where material gets “caked” inside tight spaces. This requires a two-stage removal process. Teams must first break up powder mechanically with sandblasting or pressurized air. They then transport loose material out through ultrasonic baths or fluid flow. Complex structures make this task harder as dimensions get smaller. Designers should add ventilation holes that allow cell-to-cell cross-flow of powder to deal with this challenge. These holes typically need to be 1.5-2.5mm in diameter.
Unsupported Overhangs and Islands
Thermal stresses and distortions from critical features like unsupported overhangs can lead to recoater collisions. Self-supporting lattices need their maximum overhang angles to stay under 45°. Features that print as floating islands without connecting to existing structures need supports. These supports become impossible to remove later. So lattice edges should either end at self-supporting angles or connect to solid walls.
Mismatch Between CAD and Printed Geometry
The layer-by-layer approach creates stair-stepping effects that cause geometric inaccuracies. The gap between CAD models and actual toolpath instructions leads to size differences in final parts. Printed lattices rarely match original designs perfectly because of thermal gradients, material properties, and process-specific conditions.
Conclusion
Metal-sintered lattice structures represent a transformation in engineering design that combines mathematical precision with advanced manufacturing capabilities. These architectures have changed the way engineers approach lightweight component design across industries.
The benefits of lattice structures go way beyond the reach and influence of simple weight reduction. These sophisticated geometries give exceptional strength-to-weight ratios and boost energy absorption capabilities. On top of that, their increased surface area boosts thermal management by up to 60% compared to traditional designs. This makes them perfect for heat-intensive applications.
Picking the right lattice geometry is a vital part of specific applications. Cubic structures give simplicity and predictability, while diamond lattices provide better compression resistance. Honeycomb configurations excel at directional strength optimization. Gyroid and Voronoi patterns deliver biomimetic properties with nearly isotropic behavior.
Successful implementation all the same needs careful attention to design guidelines. The right bridge distance limits, overhang angle constraints, and minimum member thickness will give a printable result without compromising structural integrity. Each manufacturing technology—whether SLA, DMLS, SLS, or MJF—brings unique challenges with support structures and material removal.
Post-processing steps change final performance characteristics by a lot. Heat treatments ease residual stresses and optimize microstructure. Surface finishing techniques like sandblasting and electropolishing boost fatigue resistance and biocompatibility.
Engineers need to balance design freedom against manufacturing limits when developing lattice structures. Knowledge of common pitfalls like trapped powder issues, unsupported overhangs, and geometric differences between CAD models and printed parts helps avoid pricey failures.
The future definitely belongs to these remarkable structures as additive manufacturing capabilities advance. Knowing how to create precisely tailored mechanical properties with minimal material usage puts them at the vanguard of environmentally responsible engineering solutions. Metal-sintered lattice structures are ready to redefine product development across aerospace, automotive, medical, and consumer industries—wherever the perfect balance of strength, weight, and performance matters most.
Key Takeaways
Metal-sintered lattice structures are revolutionizing lightweight design by combining mathematical precision with advanced manufacturing to deliver superior performance with minimal material usage.
• Dramatic weight reduction without strength compromise: Lattice structures achieve 25-70% mass reduction while improving specific stiffness by 75% and strength-to-weight ratios by 232% compared to solid designs.
• Superior energy absorption and thermal management: These structures absorb twice as much energy as traditional designs and improve heat transfer efficiency by 60% through increased surface area.
• Geometry selection drives performance: Diamond lattices excel in compression, honeycomb structures optimize directional strength, while gyroid patterns provide near-isotropic properties for multi-directional loads.
• Design constraints ensure manufacturability: Maintain 45° minimum overhang angles, limit bridge distances to 2mm for metals, and incorporate proper drainage for powder/resin removal.
• Post-processing is critical for performance: Heat treatment at 475°C reduces residual stresses, while electropolishing can improve fatigue properties by up to 250%.
These advanced structures represent the future of sustainable engineering, enabling precisely tailored mechanical properties across aerospace, automotive, and medical applications where optimal strength-to-weight performance is essential.
FAQs
Q1. What are the main advantages of metal-sintered lattice structures? Metal-sintered lattice structures offer significant weight reduction (25-70%) without compromising strength, superior energy absorption capabilities, and improved thermal management through increased surface area. They also allow for customizable mechanical properties by adjusting lattice geometry.
Q2. How do different lattice geometries affect performance? Different lattice geometries offer varied benefits. Cubic structures are simple and predictable, diamond lattices excel in compression resistance, honeycomb configurations provide directional strength optimization, while gyroid and Voronoi patterns deliver near-isotropic properties ideal for complex loading scenarios.
Q3. What are the key design considerations for 3D printing lattice structures? When designing lattice structures for 3D printing, it’s crucial to maintain minimum overhang angles (typically 45°), limit bridge distances (around 2mm for metals), and ensure proper drainage pathways for powder or resin removal. The specific constraints may vary based on the printing technology used.
Q4. How does post-processing impact the performance of metal lattice structures? Post-processing significantly enhances the performance of metal lattice structures. Heat treatment at around 475°C reduces residual stresses and optimizes microstructure. Surface finishing techniques like sandblasting and electropolishing can improve fatigue resistance by up to 250% and enhance biocompatibility for medical applications.
Q5. What are common challenges in manufacturing metal-sintered lattice structures? Common challenges include trapped powder or resin in intricate geometries, unsupported overhangs leading to thermal stresses and distortions, and mismatches between CAD models and printed parts due to the layer-by-layer manufacturing process. Proper design considerations and post-processing techniques can help mitigate these issues.