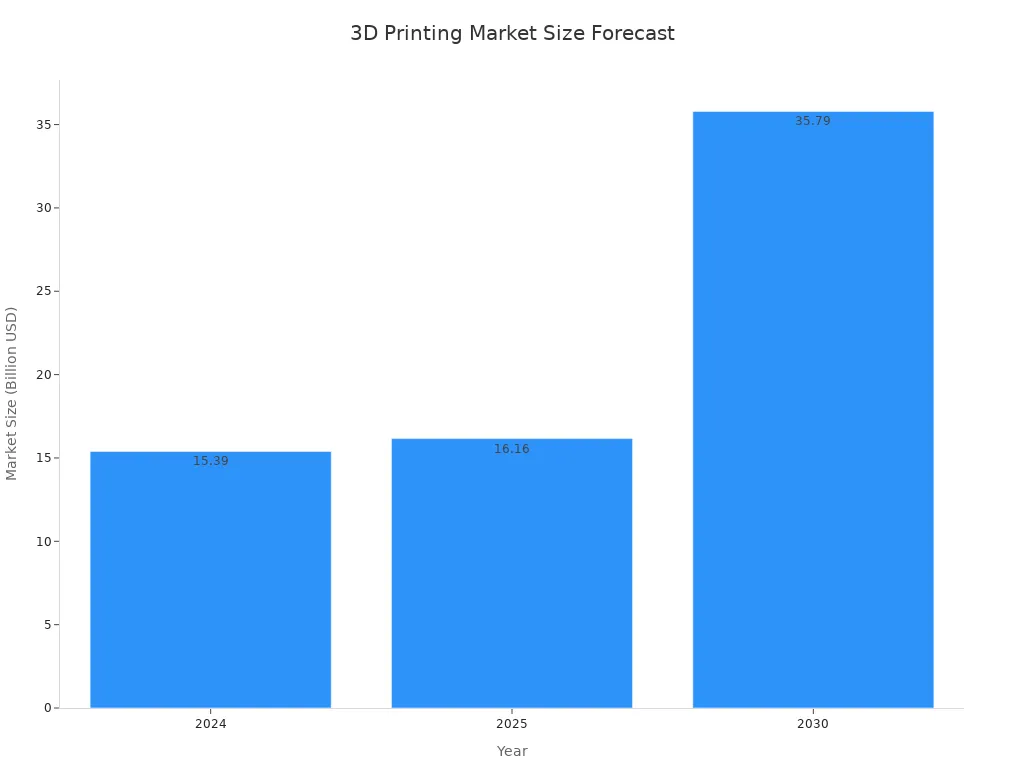
Manufacturers often question if 3D printing and powder metallurgy sintering fundamentally compete or complement each other. Both technologies offer unique advantages. The 3D printing industry shows significant growth. Its market size reached USD 20.37 billion in 2023. Projections indicate growth to USD 88.2 billion by 2030, representing a Compound Annual Growth Rate (CAGR) of 23.5%.
| Metric | Value |
|---|---|
| Market Size, 2023 (Value) | USD 20.37 Billion |
| Market Forecast, 2030 (Value) | USD 88.2 Billion |
| Growth Rate (CAGR) | 23.5% (2024-2030) |
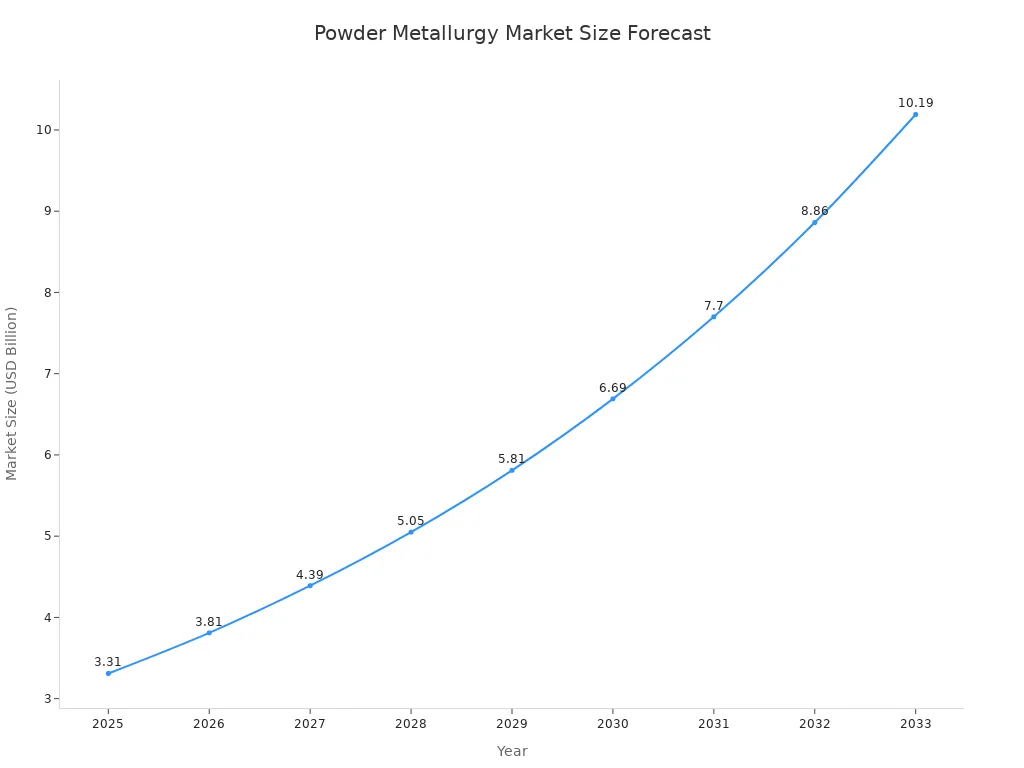
Similarly, the powder metallurgy market also expands robustly. Experts estimated its global market size at USD 2.96 billion in 2024. It expects to reach USD 10.19 billion by 2033, growing at a CAGR of 15.1%.
| Report Attribute | Details |
|---|---|
| Market size value in 2025 | USD 3.31 billion |
| Revenue forecast in 2033 | USD 10.19 billion |
| Growth rate | CAGR of 15.1% from 2025 to 2033 |
Understanding their Key Differences is crucial for strategic manufacturing decisions.
Key Takeaways
- 3D printing builds parts layer by layer. Powder metallurgy compacts powder and then heats it.
- 3D printing offers great design freedom. It makes complex shapes. Powder metallurgy has limits on shapes.
- Powder metallurgy is good for mass production. It makes many identical parts. 3D printing suits small batches and custom items.
- 3D printed parts can be very dense. They might have different strengths in different directions. Powder metallurgy parts have controlled small holes and uniform strength.
- 3D printing helps make prototypes quickly. It saves time and money before mass production. Powder metallurgy needs tools first.
- Both methods use metal powders. They both aim to reduce waste. They can also make parts close to their final shape.
- 3D printing and powder metallurgy can work together. 3D printing makes molds for powder metallurgy. Some 3D printed parts need sintering.
Understanding 3D Printing: Core Principles and Key Differences

The Additive Manufacturing Process
Digital Design and Layer-by-Layer Construction
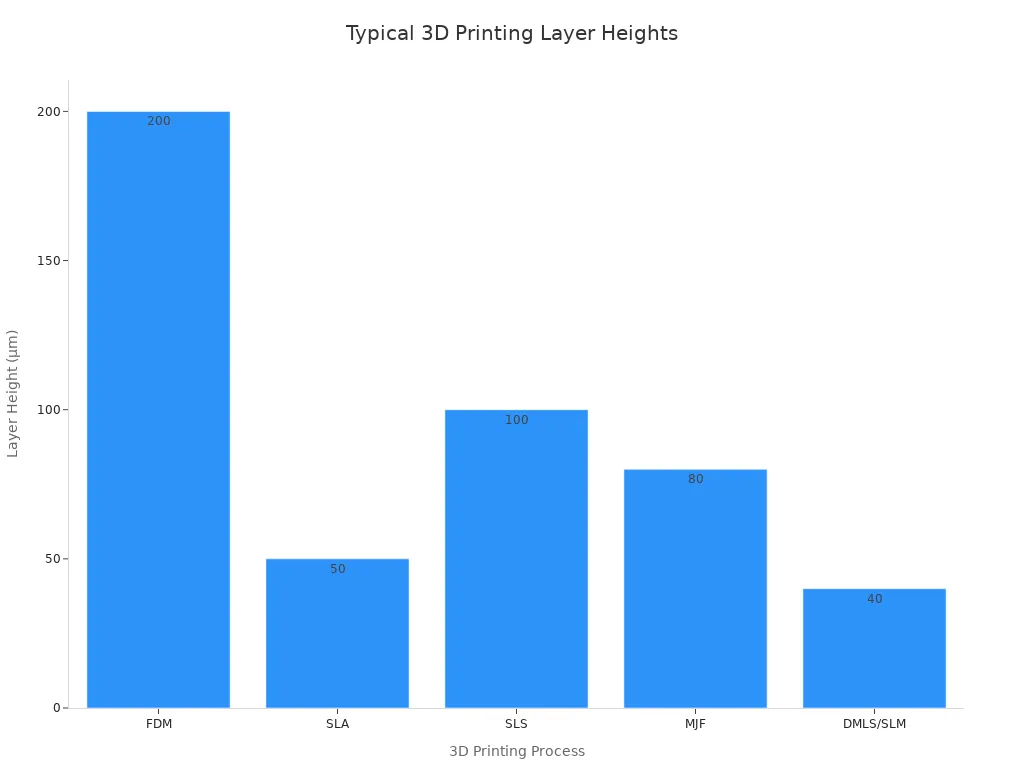
3D printing, also known as additive manufacturing, builds three-dimensional objects layer by layer from a digital design. This process begins with a CAD (Computer-Aided Design) model, which software slices into thin cross-sections. The printer then deposits or solidifies material according to these digital slices, creating the final part. Different 3D printing processes achieve various layer thicknesses. For example, Fused Filament Fabrication (FDM) commonly uses 200 μm layers, while Selective Laser Sintering (SLS) typically operates at 100 μm. Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM) achieve even finer layers, often between 30 and 50 μm.
Post-Processing Requirements
After printing, most 3D printed parts require post-processing. This can include support removal, surface finishing, curing, or heat treatment. These steps enhance the part’s mechanical properties, dimensional accuracy, and aesthetic appearance. Specific post-processing operations can achieve significant material removal rates. For instance, turning operations on certain 3D printed parts can remove material at rates ranging from 5.8 to 52.2 cm³/min.
Diverse 3D Printing Technologies
Binder Jetting and its Unique Aspects
Binder Jetting is a 3D printing technology that uses a liquid binding agent to join powder particles layer by layer. This method offers broad material application, including volatile materials, ceramics, and composites, because it does not use high-energy input. It prints parts quickly and suits large build spaces without specific vacuum or heating requirements. Binder Jetting is effective for higher production throughput and offers unique material options. It also provides design freedom for complex geometries, including internal voids and conformal channels.
Selective Laser Sintering (SLS)
Selective Laser Sintering (SLS) employs a high-power laser to fuse small particles of plastic, ceramic, or metal powders into a solid structure. The laser selectively scans cross-sections of the part onto a powder bed, causing the particles to sinter together. Unused powder supports the part during printing, eliminating the need for additional support structures.
Metal Fused Filament Fabrication (Metal FFF)
Metal Fused Filament Fabrication (Metal FFF), also known as Bound Metal Deposition (BMD), uses metal powder bound in a polymer matrix. A printer extrudes this filament, building the part layer by layer. After printing, a debinding process removes the polymer binder, and then a sintering step densifies the metal part.
Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM)
Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM) are powder bed fusion technologies for metals. DMLS partially fuses metal powder particles, while SLM fully melts them. Both processes produce dense, mechanically robust parts directly from digital designs. They deliver exceptional mechanical properties and create high-performance metal components. SLM typically results in a denser and more homogeneous structure with heightened density, leading to superior and consistent mechanical properties.
Materials Utilized in 3D Printing
Polymers, Composites, and Ceramics
3D printing utilizes a wide array of materials. Polymers, such as ABS, PLA, and nylon, are common for prototyping and functional parts. Composites, which combine polymers with reinforcing fibers like carbon fiber or fiberglass, offer enhanced strength and stiffness. Ceramics, including alumina and zirconia, are used for high-temperature applications and biocompatible components.
Metals and Advanced Alloys
Metal 3D printing employs various metals and advanced alloys. Stainless steel offers corrosion resistance and high strength, finding use in automotive and aerospace. Titanium, known for its lightweight and biocompatibility, is crucial for medical implants and aerospace components. Aluminum provides good strength and thermal conductivity for aerospace and automotive applications. Nickel alloys, like Inconel, offer exceptional high-temperature and corrosion resistance, suitable for energy and chemical processing. Cobalt-chrome alloys are biocompatible and used in medical and dental fields. Copper is valued for its electrical and thermal conductivity in electronics. Precious metals like gold and silver are used in jewelry.
Understanding Powder Metallurgy Sintering: Foundational Differences

The Conventional PM Process Flow
Powder Production and Preparation
Powder metallurgy (PM) begins with producing and preparing metal powders. Manufacturers create these powders through various methods, including atomization, chemical reduction, and electrolysis. The quality of the final product heavily depends on the powder’s characteristics, such as particle size, shape, and purity. Metal powders used in additive manufacturing, a subset of powder metallurgy, typically exhibit a distribution of particle sizes, measured in microns. For instance, a powder labeled ’15-45 µm’ indicates that the majority of particles fall within this diameter range. The specific shape of this distribution curve significantly influences how the powder behaves during processing. Too many fine particles (e.g., < 10 µm) can clump together due to Van der Waals forces or increased surface area, leading to poor flow and uneven layer deposition. This also raises the risk of oxidation due to higher surface reactivity. Conversely, an excess of coarse particles can reduce the packing density, potentially causing voids or defects in the final parts. Finer particles, specifically those less than 10 µm, can enhance density by filling the gaps between larger particles. However, these fine particles are more susceptible to Van der Waals forces, which can cause the powder to become cohesive, resulting in poorly spread layers. The theoretical maximum density of a granular material is achieved through an optimal combination of both coarse and fine particles, forming a specific particle size distribution.
Compaction and Green Part Formation
After powder preparation, compaction forms the “green part.” This process involves pressing the metal powder into a desired shape using dies and punches, typically at room temperature. The compaction step creates a fragile, porous component with sufficient strength to handle before sintering. The density achieved during compaction directly influences the final part’s properties.
Sintering Fundamentals and Mechanisms
Sintering is the core process in powder metallurgy. It involves heating the compacted green part to a temperature below the metal’s melting point. This heat causes the powder particles to bond together through atomic diffusion, reducing porosity and increasing the part’s strength and density. The sintering atmosphere and temperature are critical parameters.
Secondary Operations and Finishing
Following sintering, many PM parts undergo secondary operations and finishing processes. These can include sizing, coining, infiltration, heat treatment, machining, or surface coating. These steps enhance dimensional accuracy, improve mechanical properties, or provide specific surface characteristics.
Key Sintering Techniques in PM
Conventional Sintering Methods
Conventional sintering typically occurs in continuous or batch furnaces. Manufacturers use specific temperatures and controlled atmospheres to achieve desired material properties. For ferrous metals, conventional sintering often takes place at 2050°F (1120°C) in a nitrogen-hydrogen atmosphere. High-temperature sintering ranges from 2125-2300°F (1160-1260°C), while ultra-high-temperature sintering exceeds 2500°F (1370°C). Protective atmospheres are crucial for ferrous powder metallurgy, typically being reducing to ensure low oxygen content in finished parts, which improves dynamic properties. Hydrogen is an ideal reducing atmosphere but is often expensive, leading to the use of dissociated ammonia (75% H2, 25% N2). Endothermic or exothermic gas atmospheres are also employed, allowing for precise control of carbon potential to prevent decarburization or achieve carburized cases. Vacuum sintering is reserved for reactive metals. Impure atmospheres, especially those containing O2 and H2O, can cause oxidation at lower temperatures and surface decarburization at higher temperatures. Nitrogen-hydrogen (N2-H2) mixtures are common, with plain N2 also used occasionally, particularly in walking beam furnaces operating up to 1400°C.
Hot Isostatic Pressing (HIP)
Hot Isostatic Pressing (HIP) combines high temperature and isostatic gas pressure to eliminate internal porosity and improve the density of PM parts. This process applies uniform pressure from all directions, resulting in superior mechanical properties, enhanced strength, increased reliability, exceptional density, and improved uniformity. HIP finds applications in aerospace turbine components, medical implants, and high-stress automotive parts.
Spark Plasma Sintering (SPS)
Spark Plasma Sintering (SPS) is a rapid consolidation technique. It uses pulsed direct current and uniaxial pressure to achieve high-density parts in a short time. SPS is particularly effective for materials that are difficult to sinter conventionally, offering fine microstructures and improved properties.
Materials Common in Powder Metallurgy
Ferrous and Non-Ferrous Metals
Powder metallurgy processes a wide range of materials. Ferrous metals, including pure iron, carbon steel, cast iron, wrought iron, and other steel alloys, are extensively used. These find applications in automotive components like connecting rods, bearing caps, pulleys, and VVT parts, as well as in power tools, construction, and industrial piping. Non-ferrous metals such as aluminum, copper, nickel, lead, zinc, tin, titanium, gold, silver, and platinum are also common. Copper is used in electrical hardware and sprinkler applications, while nickel is chosen for applications requiring good corrosion resistance.
| Metal Type | Common Examples | Primary Applications |
|---|---|---|
| Ferrous Metals | Pure iron, Carbon steel, Cast iron, Wrought iron, Other steel alloys | Automotive (connecting rods, bearing caps, pulleys, VVT parts), Power tools, Construction, Piping, Shipping containers, Industrial piping |
| Non-Ferrous Metals | Aluminum, Copper, Nickel, Lead, Zinc, Tin, Titanium, Gold, Silver, Platinum | Aircraft, Automotive, Drills, Electrical hardware, Marine, Golf clubs, Sprinkler applications (Copper), Applications requiring good corrosion resistance (Nickel) |
Superalloys and Refractory Metals
Superalloys and refractory metals are critical in high-performance applications. Nickel-based superalloys, such as Inconel® 718, are used in aerospace, automotive, and chemical industries for their excellent oxidation resistance, high-temperature strength, corrosion resistance, and creep resistance. Refractory metals like tungsten and molybdenum are also processed via PM for their high melting points and strength at elevated temperatures.
Head-to-Head Comparison: Key Differences in Manufacturing
Design Freedom and Geometric Complexity Differences
Intricate Geometries and Internal Structures
3D printing offers unparalleled design freedom, allowing manufacturers to create highly intricate geometries and internal structures. Metal 3D printing, especially DMLS/SLM, excels at producing parts with significant geometric complexity. This includes organic and topology-optimized structures. These capabilities are vital for manufacturing high-performance components that require excellent material properties for demanding applications. 3D printing can create internal features and overhanging structures, fluid channels, lattices, and meshes. It also produces asymmetric shapes, undercut apertures, and varying aperture sizes. Furthermore, it enables layered porous structures, complex-shaped hollow structures, and internal pillars with voids. Manufacturers can also create customizable magnetic profiles not limited by part shape or composition, along with filter media featuring complex geometries and controlled porosity. This technology provides significant freedom in design and geometry, allowing for customized shapes that optimize flow areas, forces, stability, and metering characteristics. This freedom enables the development of parts with unique magnetic properties and improved performance compared to conventionally manufactured components. In contrast, traditional powder metallurgy, relying on compaction in dies, faces significant limitations in creating such complex internal features or highly organic shapes.
Part Consolidation and Assembly Reduction
Both 3D printing and powder metallurgy can contribute to part consolidation, but 3D printing offers a more advanced capability. By designing complex geometries, 3D printing can combine multiple components into a single, integrated part. This reduces assembly steps, lowers manufacturing costs, and often improves overall part performance by eliminating joints and fasteners. For example, an assembly of several machined parts can become one 3D printed component. While powder metallurgy can also consolidate parts, its geometric constraints limit the extent of this consolidation compared to additive manufacturing.
Production Volume and Scalability Differences
Low-Volume and Custom Production
3D printing shines in low-volume production and custom manufacturing. Its tool-less nature means manufacturers do not need expensive molds or dies, making it cost-effective for producing small batches or one-off custom parts. This flexibility allows for rapid iteration and personalization, which is ideal for prototyping, medical implants, or specialized aerospace components. For production volumes under 10,000 units annually, 3D printing is often more economical than traditional methods like Metal Injection Molding (MIM).
Mass Production Capabilities and Tooling
Powder metallurgy, particularly conventional pressing and sintering, excels in mass production. Once manufacturers invest in tooling (dies and molds), the per-part cost becomes very low for high volumes. This makes PM highly scalable for producing millions of identical parts efficiently. For production volumes above 20,000-30,000 units annually, powder metallurgy becomes more economical, despite its high upfront tooling costs. The efficiency and speed of PM processes make it a preferred choice for industries requiring large quantities of components, such as automotive and industrial machinery.
Cost Implications: Key Differences in Investment
Equipment and Material Costs
The initial investment for industrial-grade 3D printing systems can be substantial. For instance, an industrial-grade 3D printing system, specifically the Desktop Metal Shop System, which includes a furnace, has a price range of $400,000 to $500,000. Material costs for 3D printing, especially for metal powders, are also generally higher per kilogram compared to bulk powders used in conventional powder metallurgy. Conversely, conventional powder metallurgy requires significant investment in presses, furnaces, and tooling. However, the cost per part decreases dramatically with higher production volumes due to the efficiency of the process.
Labor and Post-Processing Cost Variances
Labor costs for 3D printing can vary. While the printing process itself requires minimal direct labor, post-processing steps like support removal, surface finishing, and heat treatment often demand skilled labor and can add significantly to the overall cost. Powder metallurgy, on the other hand, often involves automated processes for compaction and sintering, reducing direct labor costs per part in high-volume production. However, secondary operations in PM, such as machining or coining, can also contribute to labor and post-processing expenses. Material utilization rates also present a key difference. Powder metallurgy typically achieves very high material utilization, often 95% or more. Additive manufacturing also boasts high material utilization, often 90% or more, especially in powder bed processes, as unused powder can often be recycled.
Material Properties and Performance Differences
Density, Porosity, and Microstructure
Material properties represent a significant area of distinction between 3D printing and powder metallurgy sintering. 3D printing technologies, particularly Direct Metal Laser Sintering (DMLS) and Selective Laser Melting (SLM), aim to achieve very high densities, often approaching the theoretical maximum of the material. These processes melt or fuse powder particles completely, minimizing internal voids. However, the layer-by-layer build process can sometimes introduce anisotropy, meaning the material properties might vary depending on the direction of stress. Researchers can also intentionally control porosity in 3D printed parts for specific applications, such as medical implants requiring bone ingrowth or lightweight structures.
Conversely, conventional powder metallurgy (PM) parts typically retain some level of residual porosity after sintering. Manufacturers can control this porosity to achieve desired properties, or they can reduce it significantly through secondary operations like Hot Isostatic Pressing (HIP). The presence of porosity generally affects mechanical properties, often reducing strength and ductility compared to fully dense materials. The microstructure of 3D printed parts often features fine grains and non-equilibrium phases due to rapid cooling rates during the additive process. PM parts, after conventional sintering, usually exhibit more equilibrium microstructures with larger grains, depending on the sintering temperature and time.
Mechanical Strength and Surface Finish
The mechanical strength of parts produced by these two methods also shows notable differences. 3D printed metal parts, especially those made with DMLS or SLM, can exhibit excellent mechanical strength, sometimes even surpassing that of wrought materials. This strength often comes from their fine microstructures and high density. However, as mentioned, this strength can be anisotropic, meaning it might be stronger in one direction than another due to the build orientation. Post-processing heat treatments are often crucial for optimizing the mechanical properties and relieving internal stresses in 3D printed components.
Powder metallurgy parts offer good mechanical strength, which is generally more isotropic (uniform in all directions) than 3D printed parts. The strength of PM parts depends heavily on the achieved density, the material composition, and any post-sintering treatments. While PM parts may not always reach the ultimate tensile strength of fully dense wrought materials, they provide a cost-effective solution for many applications requiring reliable performance. Regarding surface finish, 3D printed parts typically have a rougher as-built surface due to the layer-by-layer deposition. This often necessitates extensive post-processing, such as machining, grinding, or polishing, to achieve the desired surface quality. In contrast, conventional powder metallurgy parts, formed in dies, can achieve a relatively good as-sintered surface finish directly from the mold, often requiring less post-processing for surface aesthetics or dimensional accuracy.
Lead Time and Prototyping Differences
Rapid Prototyping Advantages
3D printing offers significant advantages in rapid prototyping. It allows engineers and designers to quickly iterate on designs and produce functional prototypes without the need for expensive and time-consuming tooling. This tool-less manufacturing approach drastically reduces the lead time from design to physical part. For example, in-house metal 3D printing enables faster production of tooling compared to traditional methods. 3D printing significantly reduces lead times from weeks or months to just days by bypassing conventional tooling steps like machining and electrical discharge machining (EDM). A specific project demonstrated this advantage: the lead time for an intricate injection mold tool was reduced from an estimated six weeks using traditional methods to just 14 days (two weeks) by utilizing Mantle 3D metal printing. This capability allows companies to validate designs, test functionality, and make necessary adjustments much faster, accelerating product development cycles.
Production Lead Times and Efficiency
For mass production, the lead time dynamics shift. While 3D printing excels at rapid prototyping and low-volume production, its per-part build time can be longer for large quantities, making it less efficient for high-volume manufacturing. Each part is built individually, layer by layer, which can be a time-consuming process.
Powder metallurgy, once the initial tooling is developed, offers highly efficient and rapid production for large volumes. The upfront investment in dies and molds means a longer initial lead time for tooling development. However, once manufacturers establish the tooling, the production of thousands or even millions of identical parts becomes very fast and cost-effective. The compaction and sintering processes are highly optimized for continuous operation, leading to short per-part production times and high throughput. This makes PM ideal for industries requiring consistent, high-volume component supply with predictable lead times after the initial setup.
Applications Across Industries: Distinct Uses and Key Differences
Each manufacturing method finds its niche across various industries. Understanding these applications highlights the Key Differences in their strengths.
3D Printing Applications and Their Advantages
Aerospace Components and Lightweighting
3D printing excels in aerospace for creating complex, lightweight components. Manufacturers can produce parts with optimized geometries that reduce material usage and overall weight. This directly translates to fuel efficiency and improved performance for aircraft and spacecraft. For example, 3D printing significantly reduces the weight of critical parts:
| Component | Material | Weight Reduction |
|---|---|---|
| Prototype aircraft seat frame | Aluminum | 21% lighter |
| Prototype aircraft seat frame | Magnesium | 56% lighter |
Airbus also achieved a 35% weight reduction on metal brackets using additive manufacturing. Companies like Boeing, SpaceX, and NASA utilize 3D printing for various titanium and rocket engine components, further emphasizing its role in lightweighting.
Medical Implants and Customized Devices
The ability to customize designs makes 3D printing invaluable in the medical field. It produces patient-specific implants, prosthetics, and surgical guides. This personalization ensures a perfect fit and often improves patient outcomes. Biocompatible materials are frequently used for these applications.
Automotive Prototyping and Tooling
Automotive companies leverage 3D printing for rapid prototyping of new designs. This accelerates development cycles and allows for quick design iterations. It also creates specialized tooling, jigs, and fixtures, streamlining production processes without the need for traditional machining.
Consumer Goods and Niche Markets
3D printing supports the creation of highly customized consumer goods, from personalized jewelry to unique footwear. It also serves niche markets requiring low-volume, intricate parts that traditional manufacturing methods cannot efficiently produce.
Powder Metallurgy Sintering Applications and Strengths
Automotive Powertrain and Structural Components
Powder metallurgy (PM) is a cornerstone of the automotive industry, particularly for powertrain and structural components. It produces parts with high precision and consistent performance.
- Engine components: PM creates sprockets, gears, connecting rods, camshafts, and main bearing caps. These parts benefit from uniform properties and strength.
- Sprockets: Used in timing and transmission systems, PM produces durable sprockets and chain links resistant to high stress and wear.
- Connecting Rods: These transfer combustion forces and convert the piston’s linear motion to the crankshaft’s rotational motion.
- Oil Pump Rotor: PM technology enables complex, high-precision rotors for circulating oil, lubricating parts, reducing friction, and removing heat.
PM also allows for lighter raw materials, such as aluminum sprockets and rotors in cam phasers, which weigh 450 grams compared to 900-gram sintered iron versions. This weight reduction contributes to reduced fuel consumption and environmental benefits.
Industrial Gears, Bushings, and Bearings
Industrial applications widely use PM for gears, bushings, and bearings. These components require high wear resistance, precise dimensions, and consistent material properties, which PM effectively delivers.
Medical Instruments and Surgical Tools
PM produces various medical instruments and surgical tools. It offers the necessary material properties, such as corrosion resistance and strength, for demanding healthcare environments.
Electrical Contacts and Magnetic Materials
PM is crucial for manufacturing electrical contacts and magnetic materials. It allows for precise control over material composition and microstructure, optimizing electrical conductivity and magnetic properties for various electronic and electrical devices.
Shared Ground and Overlapping Capabilities: Bridging the Key Differences
Despite their distinct operational mechanisms, 3D printing and powder metallurgy sintering share fundamental principles and offer overlapping capabilities. These commonalities often allow them to complement each other in modern manufacturing workflows.
Powder-Based Manufacturing Similarities
Material Feedstock and Preparation
Both 3D printing and powder metallurgy fundamentally rely on metal powders as their primary feedstock. The quality and characteristics of these powders, such as particle size distribution, shape, and purity, significantly influence the final part’s properties. Manufacturers must carefully prepare and handle powders for both processes. Proper preparation ensures consistent material flow, optimal packing density, and predictable sintering behavior. This shared reliance on powder technology means advancements in powder production and characterization often benefit both manufacturing methods.
Microstructure Control and Evolution
Both technologies allow for significant control over the microstructure of the final component. In 3D printing, parameters like laser power, scan speed, and layer thickness influence grain size and phase formation. Similarly, in powder metallurgy, sintering temperature, time, and atmosphere dictate the grain growth, densification, and overall microstructure. Engineers can tailor these process variables to achieve specific mechanical properties, such as hardness, strength, or ductility, in the finished parts. Understanding how microstructures evolve during processing is crucial for optimizing performance in both additive and conventional powder-based manufacturing.
Net-Shape or Near-Net-Shape Production
Minimizing Material Waste
A significant advantage shared by both 3D printing and powder metallurgy is their ability to produce parts in a net-shape or near-net-shape condition. This minimizes the amount of material waste generated during manufacturing. Powder metallurgy processes, for instance, achieve a remarkable 95% material utilization rate. Manufacturers can also recycle any unused metals. This contrasts sharply with the 54% material utilization of original manufacturing processes for specific parts like truck transmission notch segments. Powder metallurgy processes, particularly in the manufacturing of powdered metal gears, utilize up to 97% of raw materials. This high utilization rate directly translates to a low material waste percentage, as traditional machining methods are noted for wasting considerable material.
Reducing Machining Needs and Costs
Producing parts close to their final dimensions significantly reduces the need for extensive post-processing machining. This directly translates into substantial cost savings and faster production times. Near-net-shape manufacturing lowers costs, reduces machining, cuts material waste, and shortens lead times. It also offers stable repeatability. For example, near-net-shape casting can reduce material waste by 87.8% and total machining time by 74.5%, leading to a 58% lower unit cost compared to billet machining.
| Category | Before (Billet Machining) | After (Near-Net-Shape Casting) | Cost Reduction |
|---|---|---|---|
| Material Waste | 1.88 kg | 0.23 kg | 87.8% reduction |
| Total Machining Time | 212 minutes | 54 minutes | 74.5% reduction |
| Unit Cost | N/A | N/A | 58% lower unit cost |
Near-net-shape forgings significantly reduce machine time by minimizing the need for extensive passes at the lathe, leading to increased production capacity. This also reduces wear and tear on equipment, minimizing repair costs and downtime. By reducing the need for extensive machining, near-net-shape manufacturing allows for quicker delivery of finished products. Powder metallurgy can produce parts with zero or minimal material waste, unlike machining which can result in significant waste. Net shaping speeds up the supply chain and lead times by reducing the need for extensive material removal. Shorter processing times and the elimination of costly finishing steps reduce overall production and labor expenses, as components are nearly market-ready after the initial process. Complex geometries that would typically require multiple machining operations can be achieved in a single powder metal net-shaped part, such as combining a big gear and a small gear, or creating multi-piece assemblies as a single component without welding or brazing.
Areas of Competition and Strategic Choices: Navigating Key Differences
Manufacturers face strategic choices when selecting between 3D printing and powder metallurgy, particularly when navigating the Key Differences in their capabilities for specific production needs.
Small Batch and Custom Production
Customization vs. Standardization Approaches
3D printing offers significant advantages for customization. It allows manufacturers to produce unique, tailored parts without expensive molds or dies. This flexibility supports rapid iteration and personalization, ideal for medical implants or specialized aerospace components. Greg Paulsen, Director of Applications Engineering, notes that 3D printing’s manufacturing costs are independent of quantity, offering greater design flexibility and the ability to produce a product using a single machine. Conversely, powder metallurgy thrives on standardization. It efficiently produces large quantities of identical parts once manufacturers invest in tooling.
Tooling vs. Tool-less Manufacturing Paradigms
3D printing operates on a tool-less manufacturing paradigm. This eliminates the need for upfront setups and tooling, making it economical for smaller volumes. Volkswagen Autoeuropa, for example, utilized UltiMaker 3D printers to produce in-house tools and fixtures. This approach increased their assembly-tooling cost savings from 70% to 95% within two years, saving an estimated $375,000 annually. This demonstrates how tool-less manufacturing directly reduces tooling costs for small batch production. It also simplifies production processes, reducing technical expertise requirements and associated costs. This significantly speeds up the production of small to medium objects by removing the time required for creating casts and molds. Powder metallurgy, however, relies heavily on tooling. Its cost-effectiveness for mass production stems from the initial investment in dies and molds.
Complex Part Manufacturing Challenges
Geometric Limitations and Design Constraints
3D printing excels at creating highly intricate geometries and internal structures. It produces organic and topology-optimized designs, which are vital for high-performance components. This includes fluid channels, lattices, and complex hollow structures. Traditional powder metallurgy, relying on compaction in dies, faces significant limitations. It struggles to create such complex internal features or highly organic shapes due to the constraints of the tooling.
Assembly Reduction and Functional Integration
3D printing offers advanced capabilities for part consolidation. It combines multiple components into a single, integrated part. This reduces assembly steps, lowers manufacturing costs, and often improves overall part performance by eliminating joints and fasteners. Powder metallurgy can also consolidate parts, but its geometric constraints limit the extent of this consolidation compared to additive manufacturing.
Complementary Scenarios and Hybrid Approaches: Leveraging Key Differences
3D printing and powder metallurgy sintering, while distinct, often complement each other. Manufacturers can strategically combine these technologies to optimize production workflows and achieve superior outcomes. This integration leverages the unique strengths of each method.
Prototyping for PM Production with 3D Printing
Design Validation and Iteration
3D printing significantly accelerates the design validation and iteration process for parts destined for powder metallurgy (PM) production. It allows for direct fabrication of prototypes from CAD models. This bypasses the need for complex tooling or molds typically required in traditional manufacturing. This capability shortens development cycles. Designers can test, modify, and validate designs with high speed and flexibility. It also reduces the need for expensive and time-consuming tooling often associated with conventional manufacturing processes. Engineers can quickly produce multiple design variations. They can then physically evaluate these variations before committing to expensive PM tooling.
Functional Testing and Performance Evaluation
3D printed prototypes are invaluable for functional testing and performance evaluation. They provide tangible models that engineers can subject to real-world conditions. This helps identify potential issues early in the development phase. The ability to rapidly produce functional prototypes leads to significant time and cost savings.
| Prototype | Traditional Method Time | Traditional Method Cost | 3D Printing Time | 3D Printing Cost | Time Savings | Cost Savings |
|---|---|---|---|---|---|---|
| Yacht Propeller | 4 weeks | £17,100 | 3 days | £15,660 | 3 weeks, 4 days | £1,440 |
| Snow Machine Nozzle | 7 days (SLS service) | £125 (minimum) | 7 hours | £2.50 | 6 days, 17 hours | £122.50 |
| Label Placement Gauge | CNC machining (from POM) | Costly (injection molding/extrusion) | 3 hours | €2.20 | Significant | Significant |
These examples demonstrate how 3D printing offers substantial benefits. It reduces both the time and financial investment in the prototyping phase. This allows for more thorough testing and refinement before mass production via PM.
Combining Technologies for Enhanced Outcomes
3D Printed Molds and Tooling for PM
3D printing can directly support powder metallurgy by producing molds and tooling. Manufacturers can 3D print complex mold inserts or tooling components. These components might be used for compaction dies or sintering fixtures. This approach reduces the lead time and cost associated with traditional tooling fabrication. It also enables the creation of more intricate tooling designs. These designs can improve the quality or complexity of the final PM part. For example, 3D printed tooling can incorporate conformal cooling channels. These channels enhance temperature control during compaction or sintering.
Sintering of 3D Printed Green Parts
Some 3D printing technologies produce “green parts” that require a subsequent sintering step. Binder Jetting and Metal Fused Filament Fabrication (Metal FFF) are prime examples. These processes create a part from metal powder bound by a polymer. The printed part then undergoes debinding to remove the binder. Afterward, it enters a sintering furnace. This final sintering step densifies the metal part. It achieves the desired mechanical properties. This hybrid approach leverages 3D printing’s design freedom for complex geometries. It then uses conventional sintering’s ability to achieve high material density and strength.
Repair, Refurbishment, and On-Demand Creation
Extending Component Lifespan
3D printing offers powerful solutions for repairing and refurbishing worn or damaged components. This capability extends the lifespan of expensive parts. It reduces the need for costly replacements. Industries can achieve significant savings and reduce downtime.
| Industry | Component | Challenge | 3D Printing Solution | Key Benefits |
|---|---|---|---|---|
| Aerospace | Turbine Blade | High cost and long lead times for replacements (Ti6Al4V) | Metal3DP’s SEBM technology rebuilt worn edges with Ti6Al4V powder, achieving metallurgical bonding and OEM-spec geometry. | 70% cost savings, 85% downtime reduction, 100% quality pass rate |
| Automotive | Mold Core | Thermal cracking and wear, needing extended life | Metal3DP provided CoCrMo spherical powder for PBF printing to restore damaged regions, followed by polishing and CNC finishing. | 40% increased mold life, reduced retooling costs, improved thermal performance |
| Oil & Gas | Pump Impeller | Urgent repair needed; OEM replacement was 12 weeks and over $40,000 | Metal3DP reverse-engineered and printed the damaged region using Ni-based superalloy, delivered in 10 days. | Saved over $25,000, avoided shutdown penalties, improved corrosion resistance |
These case studies highlight 3D printing’s effectiveness. It provides rapid, cost-effective repairs for critical industrial components.
Agile Part Creation for Maintenance
3D printing facilitates agile part creation for maintenance and legacy equipment. It addresses challenges like obsolescence or long lead times for spare parts. This technology allows for on-demand manufacturing of components.
- Classic Car Engine Block Reconstruction: An original aluminum six-cylinder engine block was beyond repair by traditional methods like deposition welding. Manufacturers reconstructed it using lost wax casting. A CAD model was created. Voxeljet produced the wax piece in 48 hours for foundry casting. This resulted in a new block delivered in three months.
- Porsche Cylinder Head Reconstruction: Original cylinder heads for classic Porsche models are often unavailable. 3D printing was used for customized reconstruction. After measuring and scanning the defective head, a 3D model was created. Voxeljet 3D printers produced the sand cores for casting. This allowed for the creation of thin-walled cooling ribs. The cast aluminum cylinder head underwent HIP and T6 heat treatment before final 5-axis machining.
These examples demonstrate 3D printing’s ability to create complex, custom parts quickly. This is crucial for maintaining older machinery and vehicles. It ensures continued operation where traditional supply chains no longer exist.
3D printing and powder metallurgy sintering are distinct yet often complementary manufacturing technologies. Strategic integration of both technologies optimizes manufacturing outcomes based on specific needs. The optimal choice depends on application requirements, part complexity, production volume, and material properties. Manufacturers leverage each method’s strengths to achieve efficient and effective production solutions.
FAQ
What is the fundamental difference between 3D printing and powder metallurgy?
3D printing builds parts layer by layer from a digital design. Powder metallurgy compacts powder into a shape, then sinters it. Additive manufacturing is an additive process. Powder metallurgy is a subtractive process.
Which manufacturing method offers greater design freedom?
3D printing provides unparalleled design freedom. It creates intricate geometries and internal structures. Powder metallurgy has limitations due to its compaction process.
Is 3D printing or powder metallurgy better for mass production?
Powder metallurgy excels in mass production. It efficiently produces millions of identical parts after initial tooling. 3D printing is more suitable for low-volume or custom production.
How do material properties differ between 3D printed and PM parts?
3D printed parts often achieve high density and fine microstructures. They can exhibit anisotropy. PM parts typically have controlled porosity. They offer more isotropic properties.
Can 3D printing and powder metallurgy be used together?
Yes, they complement each other. 3D printing can create prototypes for PM production. It also produces molds or tooling for PM processes. Some 3D printed green parts undergo conventional sintering.
Which technology is more cost-effective for prototyping?
3D printing is more cost-effective for prototyping. It eliminates expensive tooling. This allows rapid design iteration. Powder metallurgy requires significant upfront tooling investment.
What are the main applications for each technology?
3D printing serves aerospace, medical implants, and custom goods. Powder metallurgy is crucial for automotive powertrains, industrial gears, and electrical contacts.