
Selective Laser Melting (SLM) and Electron Beam Melting (EBM) represent two distinct approaches in titanium 3D printing. SLM utilizes a laser to melt and fuse metal powder, while EBM employs an electron beam in a vacuum. Understanding these differences is crucial for industry professionals, as each technology offers unique advantages and limitations. Key factors to consider include project requirements, material compatibility, and budget constraints. For instance, titanium 3D printing finds extensive applications in sectors like aerospace, automotive, and medical, where the choice between SLM and EBM can significantly impact performance and cost.
Key Takeaways
- SLM uses a laser to melt titanium powder, while EBM uses an electron beam in a vacuum. This difference affects their processing and the properties of the final parts.
- Titanium’s high strength-to-weight ratio and corrosion resistance make it ideal for industries like aerospace and medical.
- SLM is better for producing parts with high accuracy and fine details, while EBM is faster for larger components.
- Both SLM and EBM minimize material waste, making titanium 3D printing more cost-effective compared to traditional methods.
- Consider project requirements, budget, and material needs when choosing between SLM and EBM for titanium printing.
- SLM supports a wider range of titanium alloys, while EBM is limited to high-melting-point metals.
- The initial investment for both technologies is high, but long-term savings can be achieved through reduced waste and efficient production.
- Titanium 3D printing is transforming industries by enabling the creation of complex geometries that enhance performance and reduce lead times.
Overview of Titanium 3D Printing
Importance of Titanium in 3D Printing
Titanium has emerged as a preferred material in the realm of 3D printing due to its unique properties. The advantages of using titanium over other metals include:
- High strength-to-weight ratio: Titanium’s exceptional strength allows it to withstand high stress while remaining lightweight. This characteristic is crucial for applications in the aerospace and automotive sectors.
- Corrosion resistance: Titanium naturally resists corrosion, making it ideal for harsh environments, such as marine and chemical applications.
- Complex geometries: The additive manufacturing process enables the creation of intricate designs that traditional manufacturing methods cannot achieve. This capability enhances performance in precision-required applications.
- Material efficiency: 3D printing minimizes waste by utilizing only the necessary amount of material. Given the high cost of titanium, this efficiency is particularly valuable.
Moreover, the buy-to-fly ratio in traditional manufacturing can reach as high as 25:1. In contrast, titanium 3D printing can reduce this ratio to between 3:1 and 12:1, significantly lowering material costs.
Growth of 3D Printing Technologies
The demand for titanium 3D printing has surged over the past decade. The titanium 3D printing market is projected to reach $1.4 billion by 2032, driven by the adoption of 3D printing in various industries, including aerospace, biomedical, and automotive. The overall trend indicates a shift towards customized and efficient manufacturing processes. By 2032, powder consumption for Powder Bed Fusion (PBF) is forecasted to exceed 6 million kilograms globally, quadrupling from 2023 levels.
Recent statistics highlight the rapid growth of 3D printing technologies:
| Statistic | Value |
|---|---|
| Market Size Prediction | $57.1B by 2028 |
| Increase in Parts Printed | 70% of businesses in 2023 |
| Cost Savings from 3D Printing | 82% of respondents |
| Use for End-Use Parts | 21% in 2023 |
| Lead Time as Reason for 3D Printing | 47% in 2023 |
| Impact on Medical Industry | 77% of respondents |
| Expectation for Housing Construction | 44% of respondents |
These trends indicate that 3D metal printing is gaining popularity among manufacturing industries and startups due to its flexibility and efficiency. As the technology continues to evolve, it is becoming a revolutionary force with applications across various sectors.
Selective Laser Melting (SLM)
Definition of SLM
Selective Laser Melting (SLM) is an advanced additive manufacturing technique that utilizes a high-powered laser to melt and fuse metallic powders layer by layer. This process allows for the creation of complex geometries and high-performance components, particularly in titanium 3D printing. SLM stands out for its ability to produce parts with excellent mechanical properties and intricate designs that traditional manufacturing methods cannot achieve.
SLM Process Explained
Powder Bed Preparation
The SLM process begins with powder bed preparation. A thin layer of titanium powder is evenly spread across the build platform. This layer typically measures between 20 to 100 micrometers in thickness. The quality of the powder is crucial, as it directly impacts the final part’s properties.
Laser Melting Process
The laser melting process follows the powder bed preparation. The SLM system employs a high-power fiber laser, which operates at a wavelength of 800 to 1100 nanometers. This laser can reach temperatures up to 2500°C, effectively melting the titanium powder. The process involves several key steps:
- Powder Layering: A thin layer of metal powder is spread over the platform.
- Laser Fusion: The laser melts the powder based on the part’s digital design, fusing the particles together.
- Layer Recoating: After each layer is complete, the platform lowers, and a new layer of powder is applied.
- Part Building: This process continues until the part is fully built.
- Post-Processing: Once the part is built, it may require additional steps like support removal, heat treatment, or surface finishing to achieve the desired quality.
Characteristics of SLM
Speed and Efficiency
SLM offers a competitive production speed, particularly for small to medium-sized parts. The layer-by-layer approach allows for rapid prototyping and efficient production runs. However, the speed can vary based on part complexity and size.
Accuracy and Detail
SLM technology excels in producing parts with high accuracy and detail. The precision of the laser enables the creation of intricate features and tight tolerances. This capability is essential for applications requiring high-performance components, such as those in the aerospace and medical industries.
Material Options
SLM supports a variety of materials, with titanium being one of the most popular choices. The process can utilize spherical metal powders with diameters ranging from 10 to 50 micrometers. This versatility allows manufacturers to tailor material properties to specific applications.
Cost Considerations
While SLM provides numerous advantages, cost considerations remain a critical factor. The initial investment in SLM equipment can be substantial. However, the reduction in material waste and the ability to produce complex parts can offset these costs over time.
| Specification Type | Details |
|---|---|
| Laser Source | High-power fiber laser with a wavelength of 800 to 1100 nanometers. |
| Maximum Temperature | Can reach up to 2500°C to melt the metal powder. |
| Scanning System | Galvanometer mirrors deflecting the laser beam at up to 10 meters/second. |
| Powder Characteristics | Spherical metal powder with a diameter of 10 to 50 micrometers. |
| Powder Delivery System | Comprises a powder reservoir and a recoater blade for layer spreading. |
Electron Beam Melting (EBM)

Definition of EBM
Electron Beam Melting (EBM) is a sophisticated additive manufacturing technique that utilizes an electron beam as the heat source to melt and fuse metallic powders. This method operates under a vacuum environment, which prevents oxidation and ensures high-quality parts. EBM is particularly effective for producing titanium components, making it a popular choice in industries that demand high-performance materials.
EBM Process Explained
Vacuum Environment
The EBM process begins by creating a high vacuum environment. This step is crucial as it prevents oxidation of the titanium powder during melting. The system is taken to a vacuum level of approximately 2 × 10−3 mbar and backfilled with helium to maintain the necessary conditions for the electron beam to operate effectively.
Electron Beam Melting Process
The EBM process involves several key steps:
- The stainless steel baseplate is preheated to around 730 °C by scanning it with the electron beam.
- The build temperature is maintained at approximately 650 °C throughout the entire process.
- The baseplate is incremented downwards in steps of 50 µm, allowing for precise layering of the titanium powder.
- A rake spreads a new layer of powder across the baseplate after each layer is melted.
This meticulous process allows for the creation of complex geometries and high-performance components.
Characteristics of EBM
Speed and Efficiency
EBM offers competitive speed, particularly for larger parts. The vacuum environment and preheating of the build platform contribute to efficient melting and solidification. However, the overall speed may vary based on part complexity and size.
Accuracy and Detail
While EBM produces parts with good accuracy, the surface roughness tends to be higher compared to SLM. The mechanical properties of EBM-produced titanium parts are influenced by the energy input during the manufacturing process. As energy input decreases, the size of the α phase diminishes, leading to increased strength but reduced ductility.
Material Options
EBM primarily uses conductive materials, limiting its application to metals such as titanium and chromium-cobalt alloys. The process requires temperatures exceeding 2000℃ for fusion, with the build platform preheated to 600-1000℃. This restriction means that polymers and ceramics cannot be printed using EBM.
Cost Considerations
The initial investment for EBM equipment can be significant. However, the ability to produce complex parts with minimal waste can offset these costs over time. The mechanical properties of EBM-produced parts, such as lower hardness and tensile strength compared to SLM, may also influence cost-effectiveness in specific applications.
| Property | EBM | SLM | Wrought Alloy |
|---|---|---|---|
| Microstructure | Acicular α | α’ martensite | Combination of both |
| Surface Roughness (Ra) | Higher | Lower | Lower |
| Hardness | Lower | Higher | Lower |
| Tensile Strength | Lower in most directions | Higher at 45° | Higher in all directions except 45° |
| Ductility | Lower | Lower | Higher |
| Fracture Surface | Dimples present | Dimples present | More uniform dimples |
| Defects | Present | Present | N/A |
SLM vs EBM: A Detailed Comparison
Speed and Production Rate
When comparing the speed and production rates of SLM and EBM, significant differences emerge. SLM typically achieves production rates ranging from 10 to 30 cm³/h, while EBM excels with rates between 55 and 80 cm³/h. This disparity highlights EBM’s efficiency, particularly for larger components.
| Method | Production Rate (cm³/h) |
|---|---|
| SLM | 10–30 |
| EBM | 55–80 |
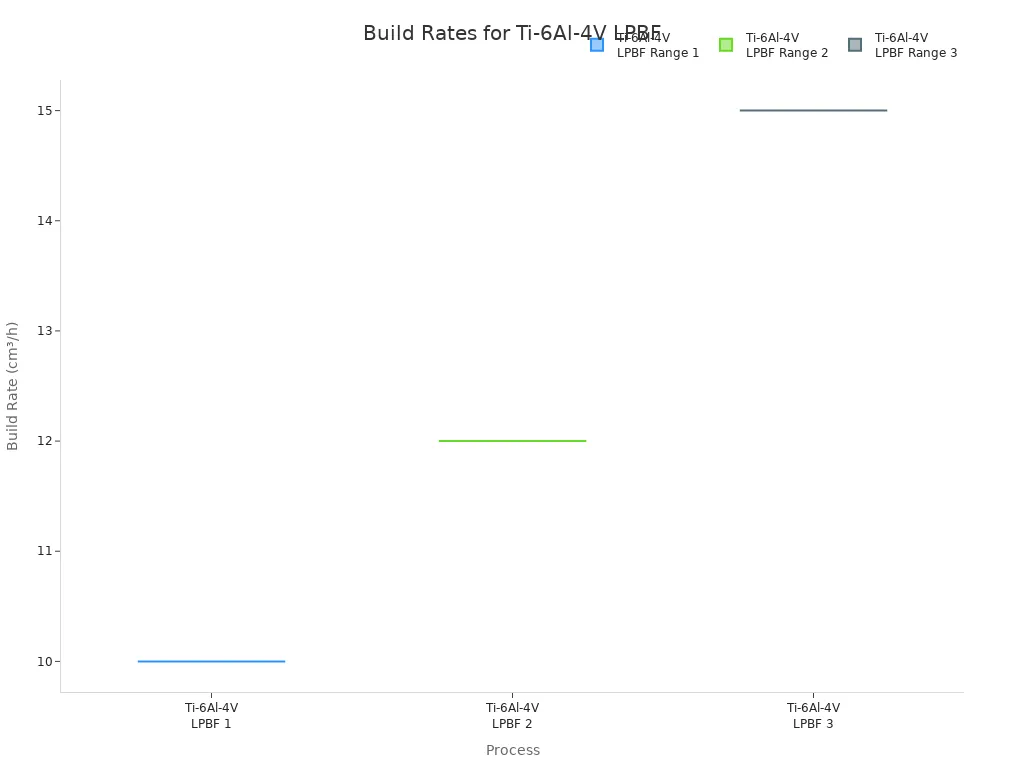
Moreover, the build rates for titanium, specifically Ti-6Al-4V, vary based on the specific SLM process used. The following table illustrates the typical build rates for different SLM configurations:
| Process | Build Rate (cm³/h per laser) |
|---|---|
| Ti‑6Al‑4V LPBF | 10–18 |
| Ti‑6Al‑4V LPBF | 12–22 |
| Ti‑6Al‑4V LPBF | 15–26 |
| Higher power/multilaser | N/A |
Accuracy and Surface Finish
Accuracy and surface finish are critical factors in the selection of 3D printing technologies. SLM technology is recognized for its high accuracy and finer surface finish. In contrast, EBM tends to produce parts with a rougher surface finish and lower accuracy due to its larger beam width.
- Typical tolerances achievable with SLM include:
- Accuracy of ±0.1-0.2%
- Minimum feature resolution of approximately 100 microns
- EBM is ideal for lightweight and strong metal parts. Common applications include engines, turbine components, and structural parts.
Material Compatibility
Material compatibility plays a vital role in determining the appropriate technology for specific applications. SLM supports a wide range of titanium alloys, making it suitable for various industries, including aerospace, automotive, and medical. EBM, on the other hand, primarily processes high-melting-point metals like titanium and chromium-cobalt alloys.
| Process Method | Range of Processable Titanium Materials | Applications |
|---|---|---|
| SLM | Various titanium alloys | Aerospace, automotive, medical |
| EBM | High-melting-point metals | Aerospace components, biomedical implants, turbine blades, engine parts |
Cost Analysis
Cost considerations play a pivotal role in the decision-making process for manufacturers choosing between Selective Laser Melting (SLM) and Electron Beam Melting (EBM). Both technologies involve significant investments, but they differ in various cost components.
- Material Costs: High-quality metal powders are essential for both SLM and EBM. These powders can be quite expensive, impacting the overall production cost.
- Machine Costs: The initial investment for equipment is substantial. Laser and electron beam systems often range from $300,000 to over $1 million, depending on the technology and capabilities.
- Operational Costs: Ongoing expenses include energy consumption and maintenance. For instance, SLM systems typically require inert gas environments, which can increase operational costs.
- Post-Processing: Many parts produced through these technologies require additional steps, such as heat treatment or surface finishing. These processes add both time and expense to the overall production cycle.
| Technology | Cost Considerations |
|---|---|
| SLM/DMLS | High initial investment, Medium-to-high operational costs |
| EBM | Expensive equipment, Medium-to-high operational costs |
Manufacturers must weigh these costs against the benefits each technology offers. While SLM may have higher operational costs due to its requirements for inert gas, EBM’s expensive equipment can also be a significant barrier to entry.
Energy Consumption
Energy consumption is another critical factor when evaluating SLM and EBM technologies. Understanding the energy requirements can help manufacturers assess the long-term sustainability and operational costs of each method.
- The average energy consumption for EBM when processing titanium is approximately 50 MJ/kg. This figure reflects the energy needed to melt and fuse the titanium powder effectively.
- Currently, there is no available data for the energy consumption of SLM systems when processing titanium. This lack of information makes it challenging to compare the two technologies directly in terms of energy efficiency.
Applications of Titanium 3D Printing: SLM and EBM
Aerospace Industry
Titanium 3D printing technologies, particularly SLM and EBM, have revolutionized the aerospace sector. These methods enhance the mechanical properties of titanium alloys, leading to improved ductility and strength. For instance, EBM utilizes a higher energy input compared to SLM, resulting in a wider and deeper molten pool. This characteristic contributes to better microstructural properties, which are essential for aerospace components. The in-situ heat treatment during EBM manufacturing allows for a slower cooling rate, similar to traditional methods. This process positively affects the microstructure and mechanical performance of components, making them suitable for high-stress applications.
Medical Applications
Titanium 3D printing plays a crucial role in the medical field, offering innovative solutions for personalized healthcare. The following table outlines some leading medical applications for titanium 3D printing using SLM and EBM:
| Application Type | Description |
|---|---|
| Personalized Medical Implants | Titanium alloys create custom implants that fit individual patient needs. |
| Dental Implants | Titanium is widely used for dental restorations due to its biocompatibility and strength. |
| Orthopedic Implants | Includes bone screws, plates, and femoral implants made from titanium alloys like Ti6Al4V. |
| Artificial Joints | Titanium is used in the fabrication of artificial joints, providing durability and compatibility. |
| Cardiac Devices | Used in pacemakers and cardiac valve prostheses due to its corrosion resistance. |
| Cornea Backplates | Titanium is utilized in ocular implants for its biocompatibility. |
| Bone Regeneration Scaffolds | 3D printed titanium scaffolds promote bone generation in large animal models. |
The advancements in SLM and EBM have enabled the production of patient-specific titanium implants that offer precise anatomical fit and improved functional outcomes. These technologies significantly contribute to the field of personalized medicine by allowing for the fabrication of titanium implants with complex geometries and optimized mechanical properties.
Automotive Sector
In the automotive sector, titanium 3D printing technologies facilitate the production of lightweight and high-strength components. Manufacturers leverage SLM and EBM to create parts that enhance vehicle performance and fuel efficiency. The ability to produce complex geometries allows for innovative designs that traditional manufacturing methods cannot achieve. As a result, automotive engineers can optimize components for weight reduction without compromising strength. This capability is particularly valuable in the development of performance vehicles and electric cars, where every gram counts.
Tooling and Manufacturing
Titanium 3D printing technologies, particularly SLM and EBM, have transformed tooling and manufacturing processes. These methods enable the production of complex tooling components that traditional manufacturing cannot achieve. The ability to create intricate geometries and lightweight structures enhances overall efficiency and performance.
Advantages of Titanium 3D Printing in Tooling
- Customization: Manufacturers can design tooling that meets specific requirements. This flexibility allows for rapid adjustments to designs, reducing lead times.
- Reduced Lead Times: Traditional tooling methods often involve lengthy production cycles. In contrast, 3D printing significantly shortens these timelines, allowing companies to respond quickly to market demands.
- Material Efficiency: Both SLM and EBM minimize waste by using only the necessary amount of material. This efficiency is particularly beneficial given the high cost of titanium.
- Enhanced Performance: The mechanical properties of titanium, combined with the precision of 3D printing, result in tooling that can withstand higher stresses and temperatures.
Tip: When selecting a 3D printing method for tooling, consider the specific requirements of the application, including material properties and design complexity.
Applications in Manufacturing
Titanium 3D printing finds applications in various manufacturing sectors, including:
- Injection Molds: Manufacturers use titanium tooling for injection molds due to its durability and resistance to wear. This application is particularly advantageous in high-volume production runs.
- Jigs and Fixtures: Custom jigs and fixtures made from titanium improve the accuracy and efficiency of assembly processes. Their lightweight nature reduces operator fatigue and enhances productivity.
- End-of-Arm Tooling (EOAT): In robotic applications, titanium EOAT provides strength without adding excessive weight. This capability allows for more agile and efficient robotic operations.
| Application Type | Benefits |
|---|---|
| Injection Molds | Durable, wear-resistant, suitable for high-volume production |
| Jigs and Fixtures | Improves accuracy, reduces operator fatigue |
| End-of-Arm Tooling (EOAT) | Lightweight, enhances robotic efficiency |
Future Trends
The future of tooling and manufacturing with titanium 3D printing looks promising. As technology advances, manufacturers will likely see improvements in speed, accuracy, and material options. The integration of artificial intelligence and machine learning may further optimize design processes and production efficiency.
Choosing the Right Technology for Titanium 3D Printing
Selecting the appropriate technology for titanium 3D printing involves careful consideration of several factors. Understanding these factors helps professionals make informed decisions that align with their project goals.
Factors to Consider
Project Requirements
When evaluating SLM and EBM, project requirements play a crucial role. Consider the following aspects:
- Material Compatibility: EBM excels with highly reactive metals like titanium, while SLM supports a broader range of materials.
- Part Complexity: Both methods can produce complex geometries. However, SLM is better suited for ultra-fine features, making it ideal for applications requiring high precision.
- Build Speed: EBM generally offers faster production rates, especially for large-scale projects. This speed can significantly reduce lead times.
Budget Constraints
Budget constraints often dictate the choice between SLM and EBM. Key considerations include:
- Initial Investment: Both technologies require substantial upfront costs for equipment. SLM systems typically have lower operating costs due to the absence of a vacuum chamber.
- Material Costs: The price of high-quality titanium powders can impact overall project expenses. SLM may provide cost advantages in certain scenarios due to its material versatility.
- Operational Costs: Consider ongoing expenses such as energy consumption and maintenance. EBM’s vacuum environment can lead to higher operational costs compared to SLM.
Material Needs
Material needs significantly influence the decision-making process. Evaluate the following:
- Specific Alloys: Determine if the project requires specific titanium alloys. SLM supports various alloys, while EBM primarily focuses on high-melting-point metals.
- Mechanical Properties: Assess the desired mechanical properties of the final product. SLM typically yields parts with higher hardness and tensile strength, while EBM may offer better stress relief for larger components.
In summary, Selective Laser Melting (SLM) and Electron Beam Melting (EBM) each offer unique advantages for titanium 3D printing. SLM excels in producing parts with high accuracy and a wide range of material options, while EBM provides faster production rates and better mechanical properties for larger components.
| Technique | Porosity | Mechanical Properties | Biological Performance |
|---|---|---|---|
| EBM | 65% (pore sizes: 600, 400, 200 μm) | Compressive strength: 169.5 – 250.9 MPa | Better biological performance with smaller pore sizes |
| SLM | 48.83% – 74.28% | Elastic modulus: 1.93-5.24 GPa, Ultimate strength: 44.9-237.5 MPa | Enhanced osteoblast adhesion and migration |
When choosing between SLM and EBM, professionals should consider project requirements, budget constraints, and desired material properties. Each technology has its strengths, making it essential to align the choice with specific application needs.
FAQ
What is the main difference between SLM and EBM?
SLM uses a laser to melt titanium powder, while EBM employs an electron beam in a vacuum. This fundamental difference affects their processing environments and the resulting mechanical properties of the printed parts.
Which technology is faster, SLM or EBM?
EBM generally offers faster production rates, especially for larger components. SLM’s speed varies based on part complexity, but it typically produces smaller parts at a slower rate compared to EBM.
Can both SLM and EBM use the same titanium alloys?
No, SLM supports a wider range of titanium alloys, while EBM primarily processes high-melting-point metals like titanium and chromium-cobalt alloys. This limitation affects material selection for specific applications.
What are the cost implications of using SLM and EBM?
Both technologies require significant initial investments. SLM may incur higher operational costs due to inert gas requirements, while EBM’s equipment costs can be substantial. Manufacturers must evaluate these factors against project needs.
How do SLM and EBM affect part accuracy?
SLM typically produces parts with higher accuracy and finer surface finishes. EBM, while still accurate, tends to yield rougher surfaces due to its larger beam width and melting process.
What industries benefit most from titanium 3D printing?
Titanium 3D printing technologies, particularly SLM and EBM, benefit industries such as aerospace, medical, automotive, and tooling. These sectors leverage titanium’s unique properties for high-performance applications.
Are there any limitations to using titanium in 3D printing?
Yes, titanium’s high cost and the need for specialized equipment can limit its use. Additionally, the complexity of the printing process requires skilled operators to ensure quality and precision.
What future trends are expected in titanium 3D printing?
Future trends may include advancements in material science, improved printing speeds, and enhanced software for design optimization. These developments will likely expand the applications of titanium 3D printing across various industries.