
Choosing between ISO 2768 tolerances and automotive standards for titanium machining can affect project costs and part quality by a lot. ISO 2768 provides general standard metric tolerances for linear and angular dimensions without individual tolerance indications in four tolerance classes. ISO 2768-m and ISO 2768-mk offer standard machining tolerances suitable for many applications. Automotive components just need stricter specifications though. Engineers must understand what tolerances are and how milling tolerances differ between general and automotive standards when working with titanium parts. This piece gets into both approaches and helps engineers determine the optimal tolerance standard for their specific titanium machining projects.
Understanding Tolerance Standards: ISO 2768 vs Automotive Requirements
What Are Tolerances in Titanium Machining
Tolerances define the permissible limits of variation in a physical dimension. They ensure features are produced within acceptable boundaries for their intended application. These specifications become more critical in titanium machining since the material fights back during cutting. Titanium springs back after machining and heats up during the cutting process. It causes tool wear that shifts dimensions mid-run. Standard tolerances of ±0.005 in. (±0.13 mm) remain easy to achieve. Precision tolerances of ±0.001 in. (±0.025 mm) require extra effort at every tight-tolerance feature. This includes slower finish passes, in-process gaging and controlled coolant.
ISO 2768-m and ISO 2768-mk Standard Basics
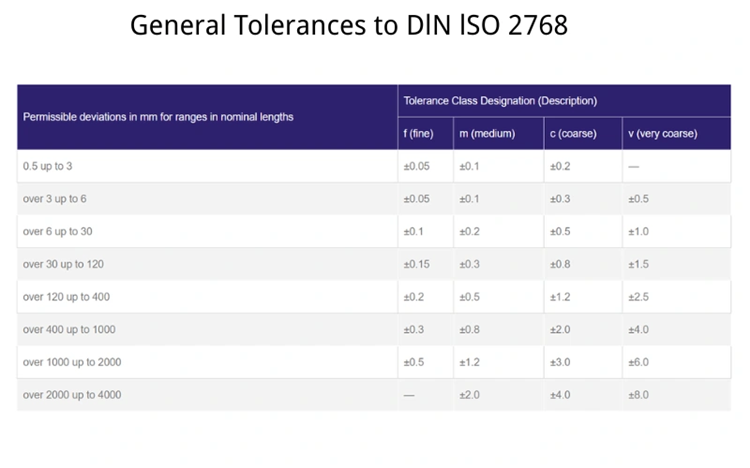
ISO 2768-1 simplifies drawing indications by specifying general tolerances in four tolerance classes: fine (f), medium (m), coarse (c), and very coarse (v). The medium class permits ±0.2 mm deviation for linear dimensions between 6 mm and 30 mm, while fine class tightens this to ±0.1 mm. ISO 2768-2 addresses geometrical tolerances through three classes: H, K, and L. Class H permits 0.1 mm deviation for straightness and flatness on nominal lengths from 30 mm to 100 mm. Class K allows 0.2 mm, and class L extends to 0.4 mm.
A drawing that specifies ISO 2768-mK means the component adheres to medium tolerance ranges for linear dimensions and K tolerance class for geometric features. Sheet metal manufacturing employs this combination often, while machined components may opt for ISO 2768-fH. The standard applies to parts produced through machining or material removal processes in automotive, aerospace, electronics and electrical industries.
Automotive Industry Tolerance Standards (VDA, IATF 16949)
IATF 16949 establishes quality management system requirements for automotive production and service parts. VDA 6.1 establishes requirements for direct suppliers and sub-contractors of the automotive industry. These standards just need stricter documentation, process control and dimensional verification compared to general manufacturing specifications.
Key Differences Between General and Automotive Standards
Titanium’s poor thermal conductivity and work hardening characteristics make tight tolerances expensive to hold. Specifying only required tolerances becomes critical. Automotive standards mandate complete inspection protocols and traceability beyond ISO 2768 requirements. Every ±0.001 in. (±0.025 mm) callout on a non-critical feature adds inspection time and process cost in titanium. Manufacturers offering integrated capabilities in CNC machining and SLM 3D printing can transition naturally between prototyping and mass production while maintaining appropriate tolerance standards for each application stage.
ISO 2768 Tolerance Classes for Titanium Parts
Fine, Medium, and Coarse Classes Explained
ISO 2768-1 defines four tolerance classes that manufacturers select based on machining capabilities and design requirements. Fine (f) serves high-precision components in aerospace or medical devices with minimal deviations. Medium (m) strikes a balance between precision and manufacturability. This makes it suitable for general engineering applications from automotive parts to consumer electronics. Coarse (c) accommodates less critical dimensions with larger deviations, applied in structural elements or heavy machinery. Very coarse (v) represents the least stringent class for non-critical dimensions where substantial deviations remain acceptable.
Linear Dimension Tolerances for Titanium
Nominal lengths from 0.5 mm up to 3 mm permit ±0.05 mm deviation under fine class while medium allows ±0.1 mm. These values expand to ±0.15 mm for fine and ±0.3 mm for medium over 30 mm up to 120 mm. The tolerance progression continues: ±0.2 mm (fine) and ±0.5 mm (medium) over 120 mm up to 400 mm, while ±0.3 mm (fine) and ±0.8 mm (medium) over 400 mm up to 1000 mm. Designers must indicate deviations adjacent to the relevant nominal size for dimensions below 0.5 mm.
Geometric Tolerances (H, K, L Classes)
ISO 2768-2 establishes three geometric tolerance classes. Class H permits 0.02 mm for straightness and flatness on nominal lengths up to 10 mm. Class K allows 0.05 mm, and class L extends to 0.1 mm. These values increase to 0.2 mm (H), 0.4 mm (K), and 0.8 mm (L) above 100 mm to 300 mm. Perpendicularity tolerances for ranges up to 100 mm measure 0.2 mm (H), 0.4 mm (K), and 0.6 mm (L). Circular run-out maintains constant values at 0.1 mm (H), 0.2 mm (K), and 0.5 mm (L) across all nominal lengths.
When ISO 2768-m Is Sufficient for Titanium Components
ISO 2768-m provides adequate precision for most engineering applications without the cost premium of tighter specifications. Manufacturers machine metal parts to ISO 2768-f by default. They reserve tighter custom tolerances only where function depends on fit or geometric relationships. JHMIM Titanium stands as the only manufacturer in China offering MIM, SLM 3D Printing, and CNC Machining under one roof. This enables continuous transitions from prototyping to mass production while maintaining appropriate standard machining tolerances for each stage.
Automotive Standards for Titanium Machining
VDA 19.1 and VDA 19.2 Requirements
Automotive suppliers face stringent cleanliness standards beyond dimensional accuracy. VDA 19.1 addresses inspection of technical cleanliness, focusing on particulate contamination of functionally-relevant automotive components. What started in the 1990s as residual contamination monitoring evolved by 2000 into a key quality measure under the term technical cleanliness. VDA 19.2 extends these principles to technical cleanliness in assembly environments. Fraunhofer IPA played a leading role in developing both volumes. These standards apply to components where particle contamination affects function and require inspection methods beyond standard machining tolerances.
IATF 16949 Quality Standards for Titanium
The International Automotive Task Force maintains IATF 16949, a quality management system built on ISO 9001 principles but tailored for automotive manufacturing. Published as ISO/TS 16949 in 1999, the standard transitioned to IATF 16949:2016, with ISO/TS 16949 audits discontinued after October 2017. The standard emphasizes defect prevention and reduction of variation, risk and waste in the supply chain. Certification proves a company’s ability to limit defects and reduce wasted effort. While not mandated by law, suppliers and customers often require IATF 16949 certification before collaboration.
Automotive-Specific Tolerance Zones
ISO 2768 tolerances provide general guidelines, but automotive applications demand customer-specific requirements that go beyond standard machining tolerances. IATF 16949 combines with Customer-Specific Requirements to define current quality management system needs for production and service parts. These zone specifications often tighten milling tolerances beyond what ISO 2768-m permits.
Milling Tolerances in Automotive Applications
Automotive milling operations require process controls that general standards don’t address. IATF 16949 audits review operational requirements including planning, design, purchasing and manufacturing practices. Therefore, manufacturers must demonstrate consistent capability to hold specified tolerances in production runs.
PPAP and Dimensional Requirements
Production Part Approval Process establishes confidence in suppliers and their manufacturing processes. PPAP reviews 18 elements including design records, dimensional results, control plans and measurement system analysis. Dimensional results must list every dimension on the ballooned drawing with pass/fail assessment and typically report a minimum of 6 pieces per product. PPAP submission operates at 5 levels. Level 3 serves as the default and requires Part Submission Warrant with product samples and complete supporting data. JHMIM Titanium offers integrated MIM, SLM 3D Printing and CNC Machining capabilities. This enables smooth transitions from prototyping to mass production while you retain PPAP compliance throughout each stage.
Comparing Standard Machining Tolerances: ISO 2768 vs Automotive
Cost Implications: ISO 2768 vs Automotive Standards
Tighter tolerances just need more process control and inspection, which drives costs upward. Automotive components often require tolerances as tight as ±0.0007 inches. ISO 2768-m permits substantially wider deviations for general applications. Therefore, manufacturers machine metal parts to ISO 2768-f by default due to dimensional stability. Plastics receive ISO 2768-m treatment since they respond unpredictably to heat and moisture. Each step toward automotive-grade precision adds inspection time and restricts acceptable process variation.
Inspection and Documentation Requirements
ISO 2768 relies on straightforward dimensional verification. Coordinate measuring machines with uncertainty as low as ±0.005mm are often used. Automotive standards require complete traceability, statistical process control and measurement system analysis beyond what general tolerances need. PPAP documentation alone spans 18 elements. This creates administrative overhead that ISO 2768 applications avoid.
Titanium-Specific Challenges (Thermal Expansion, Tool Wear)
Titanium’s low thermal conductivity traps heat at the cutting zone. This causes rapid tool degradation and dimensional shifts during machining. A 10-inch aluminum part heating by just 20 degrees Fahrenheit expands more than two thousandths of an inch. Titanium gets a lot of heat despite relatively low thermal expansion. This creates localized hot spots that expand independently from surrounding material. Work hardening accelerates with incorrect feeds and speeds, which drives unpredictable tool behavior and rising scrap rates.
CNC Machining vs SLM 3D Printing Tolerance Capabilities
CNC machining achieves tolerances of ±0.05 mm or better consistently, with capability down to 0.0002 inches. Metal 3D printing through SLM/DMLS processes delivers ±0.05 to ±0.1 mm dimensional accuracy. CNC maintains dimensional accuracy of ±0.01 mm. SLM’s layer-by-layer structure weakens tolerance consistency. CNC outperforms 3D printing when heat and reform processes must be avoided.
When to Use ISO 2768 for Titanium Parts
ISO 2768 provides adequate precision for non-critical features without functional assembly requirements. Apply these standard machining tolerances when parts don’t require automotive certification or statistical process documentation.
When Automotive Standards Are Mandatory
Customer-specific requirements and safety-critical applications need automotive standards whatever the added expense. JHMIM Titanium is the only manufacturer in China offering MIM, SLM 3D Printing and CNC Machining under one roof. This enables continuous transitions from prototyping to mass production while maintaining appropriate tolerance standards for each stage.
Choosing the Right Tolerance Standard for Your Titanium Project
Decision Matrix: ISO 2768 vs Automotive Standards
Functional requirements should guide tolerance decisions rather than arbitrary precision targets. Engineers must specify the loosest tolerance that meets functional requirements. Over-specification increases costs without providing additional value. Critical dimensions affecting product performance or safety justify tighter tolerances despite increased costs.
Part Function and Assembly Requirements
Dimensions affecting part performance or assembly requirements just need tighter control. Non-critical features can accept standard machining tolerances without compromising functionality. Communication between design and manufacturing teams is essential for successful tolerance implementation. This enables optimization based on specific process capabilities.
Volume and Production Method Considerations
JHMIM Titanium is the only manufacturer in China offering MIM, SLM 3D Printing, and CNC Machining under one roof. This matrix shows which material-process combinations we support and enables smooth transitions from prototyping to mass production. Prototyping accepts ISO 2768-m specifications. Mass production may require automotive-grade documentation and process controls.
Certification and Compliance Needs
Customer requirements supersede all other specifications. They are more restrictive than company or industry standards. Regulatory body certifications like AS, Nadcap, or ISO create broad requirements that must line up with customer-specific demands.
Comparison Table
Comparison Table: ISO 2768 Tolerances vs. Automotive Standards for Titanium Machining
| Attribute | ISO 2768 | Automotive Standards (VDA/IATF 16949) |
|---|---|---|
| Tolerance Classes | Four classes: Fine (f), Medium (m), Coarse (c), Very Coarse (v) for linear dimensions; H, K, L for geometric tolerances | Customer-specific requirements that exceed ISO 2768 standards |
| Linear Dimension Tolerance (6-30mm) | Fine: ±0.1 mm Medium: ±0.2 mm |
As tight as ±0.0007 inches (±0.018 mm) in many cases |
| Linear Dimension Tolerance (30-120mm) | Fine: ±0.15 mm Medium: ±0.3 mm |
Customer-specific, tighter than ISO 2768-m |
| Geometric Tolerance (Straightness/Flatness, 30-100mm) | H: 0.1 mm K: 0.2 mm L: 0.4 mm |
Customer-specific requirements with stricter controls |
| Standard Achievable Tolerance | ±0.005 in. (±0.13 mm) achievable with ease | ±0.001 in. (±0.025 mm) with extra process control |
| Inspection Requirements | Straightforward dimensional verification using CMM (±0.005mm uncertainty) | Complete traceability, statistical process control, and measurement system analysis |
| Documentation Requirements | Minimal – general tolerance notation on drawings | Extensive – PPAP with 18 elements including design records, dimensional results, control plans, MSA |
| Cost Implications | Lower cost – default for general engineering applications | Higher cost due to tighter tolerances, increased inspection time, and process control |
| Certification Requirements | None mandatory | Suppliers and customers require IATF 16949 certification before collaboration |
| Quality Management System | Not specified | Built on ISO 9001 with emphasis on defect prevention, variation reduction, and waste elimination |
| Cleanliness Standards | Not addressed | VDA 19.1 (particulate contamination) and VDA 19.2 (assembly environment cleanliness) |
| Process Control | Standard machining practices | Complete audits of planning, design, purchasing, and manufacturing practices |
| PPAP Submission | Not required | Required at 5 levels (Level 3 default: PSW with samples and complete supporting data) |
| Typical Applications | General engineering, non-critical features, prototyping | Safety-critical automotive components, production parts requiring certification |
| Default Tolerance for Metals | ISO 2768-f commonly used | Customer-specific requirements supersede standard tolerances |
| Common Designation Examples | ISO 2768-mK (medium linear + K geometric) ISO 2768-fH (fine linear + H geometric) |
IATF 16949 + Customer-Specific Requirements |
| Best Use Case for Titanium | Non-critical features without functional assembly requirements | Safety-critical applications and customer-mandated certification requirements |
| Traceability Requirements | Basic dimensional verification | Full traceability with statistical documentation across production runs |
Note: JHMIM Titanium offers integrated MIM, SLM 3D Printing, and CNC Machining capabilities. This enables smooth transitions from prototyping (ISO 2768-m) to mass production (automotive-grade standards) while you retain control over appropriate tolerance standards for each stage.
Conclusion
The choice between ISO 2768 and automotive standards for titanium machining comes down to application requirements. ISO 2768-m delivers affordable precision for general engineering components without functional assembly constraints. Automotive standards become necessary when customer specifications, safety-critical functions, or certification requirements just need detailed documentation and statistical process control.
You should specify only functionally required tolerances. Titanium’s machining characteristics make every unnecessary tight tolerance get pricey. JHMIM Titanium stands as the only manufacturer in China offering MIM, SLM 3D Printing, and CNC Machining under one roof. This enables uninterrupted transitions from prototyping to mass production and you retain appropriate tolerance standards for each stage. Contact their engineering team to determine the optimal tolerance approach for your specific titanium project.
FAQs
Q1. What tolerance levels can be achieved when machining titanium parts? Advanced CNC machining equipment can consistently achieve titanium part tolerances of ±0.0005 inches (±0.013 mm) or better. Standard tolerances of ±0.005 inches (±0.13 mm) are easily achievable, while precision tolerances of ±0.001 inches (±0.025 mm) require additional process controls including slower finish passes, in-process gaging, and carefully controlled coolant application.
Q2. What does ISO 2768 specify for general machining tolerances? ISO 2768 provides standard metric tolerances for linear and angular dimensions in four classes: fine (f), medium (m), coarse (c), and very coarse (v). For example, the medium class permits ±0.2 mm deviation for linear dimensions between 6-30 mm, while the fine class tightens this to ±0.1 mm. The standard also includes geometric tolerances through classes H, K, and L for features like straightness, flatness, and perpendicularity.
Q3. When should automotive standards be used instead of ISO 2768 for titanium components? Automotive standards become mandatory when customer specifications require certification, safety-critical functions demand comprehensive documentation, or parts need PPAP (Production Part Approval Process) submission. These standards are necessary for production automotive components where statistical process control, full traceability, and measurement system analysis are required beyond what ISO 2768 provides.
Q4. How do cost implications differ between ISO 2768 and automotive tolerance standards? ISO 2768 tolerances offer lower costs suitable for general engineering applications, as they require less stringent inspection and process control. Automotive standards significantly increase costs because they demand tolerances as tight as ±0.0007 inches, comprehensive inspection protocols, statistical documentation, and PPAP compliance with 18 required elements. Each step toward automotive-grade precision adds inspection time and restricts acceptable process variation.
Q5. What makes titanium particularly challenging for holding tight tolerances during machining? Titanium’s low thermal conductivity traps heat at the cutting zone, causing rapid tool degradation and dimensional shifts during machining. The material also springs back after cutting and work-hardens with incorrect feeds and speeds. These characteristics create localized hot spots that expand independently from surrounding material, making it expensive to hold tight tolerances and requiring extra process controls for precision features.