Metal injection molding titanium offers manufacturers a compelling alternative to traditional forging, but the performance gap remains substantial. Residual porosity means MIM components achieve densities ranging from 95% to 99% of theoretical values. Forged components attain 100% density through extensive compressive forces. Mechanical performance is affected by this density difference directly. MIM Ti-6Al-4V components deliver tensile strengths around 900 MPa, while forged titanium alloys can exceed 1100 MPa. The titanium metal injection molding process creates complex geometries cost-effectively, but forging improves strength and durability substantially through grain refinement. It also enhances fatigue resistance. Knowing these trade-offs is everything in selecting the right manufacturing method for your application.
Understanding the Metal Injection Molding Process for Titanium
How Titanium Metal Injection Molding Works
The metal injection molding process combines fine titanium powders with thermoplastic binder systems to create feedstock suitable for injection molding. Spherical powders below 45 µm are preferred. Starting oxygen levels should be below 0.20 wt% and carbon below 0.05 wt%. Binder formulations include polyethylene glycol (PEG), polypropylene, and waxes that provide flowability during molding and minimize contamination.
Powder Metallurgy and Sintering Stages
Injection molding produces the green part first. Debinding then removes the binder material through solvent or thermal methods. Sintering occurs at temperatures ranging from 1100°C to 1500°C in vacuum or argon atmospheres. This stage heats the powder near its melting point. Particles bond through diffusion at this temperature. Parts shrink 16-22% during sintering as binders evaporate.
Typical Titanium Alloys Used in MIM (Ti-6Al-4V, CP Ti)
Ti-6Al-4V represents the most common alloy in titanium metal injection molding applications. This alloy delivers tensile strength between 710 and 850 MPa with 12% elongation when processed to full density with oxygen content below 2000 ppm. Commercially pure titanium grades and Ti-6Al-7Nb serve specific biomedical applications.
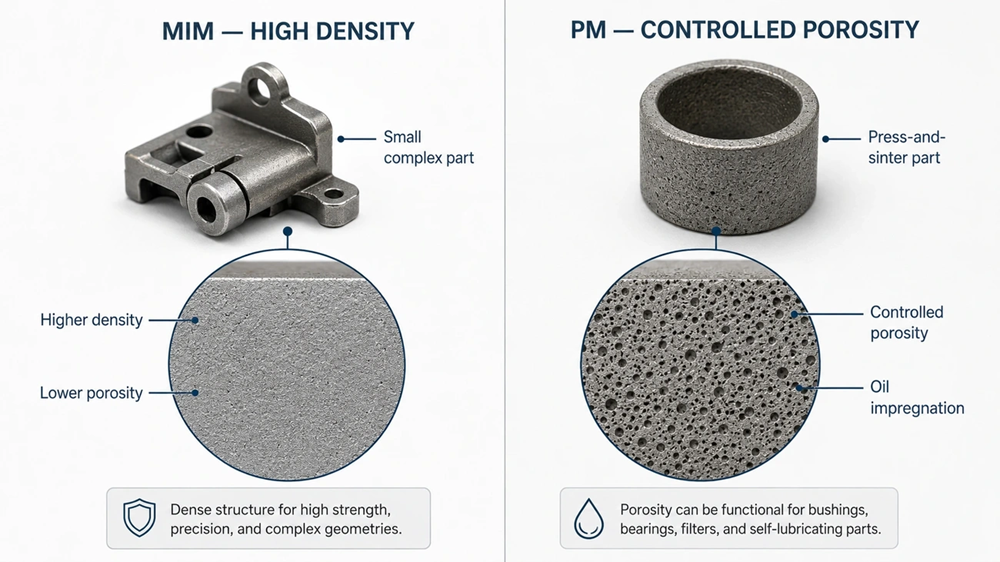
Porosity Formation During Sintering
Residual pores degrade mechanical properties. Fracture toughness and fatigue strength are most sensitive to porosity. Fatigue strength increases 18% when the final 2% porosity is eliminated through hot isostatic pressing. Containerless HIP represents a common method to achieve full density after sintering.
ASTM F2885 Standards for MIM Titanium Components
ASTM F2885 establishes chemical, mechanical, and metallurgical requirements for metal injection molded Ti-6Al-4V components used in surgical implants. The standard covers two types of MIM components. Type 1 can be densified beyond as-sintered density through post-processing.
How Forging Produces Titanium Components

The Forging Process: Hot, Warm, and Cold Methods
Forging deforms titanium under controlled pressure to produce wrought components. Hot forging operates at temperatures between 1600°F to 2100°F (870°C to 1150°C) and makes the metal more malleable for complex shapes. This method produces refined grain structures and minimizes residual stress. Optimal forging temperatures range from 1450°F to 1950°F (790°C to 1065°C), with unalloyed titanium processing at lower temperatures up to 1650°F (900°C). Cold forging performs at room temperature and delivers better dimensional accuracy through work hardening. But cold methods require much higher forces and introduce residual stresses that may need subsequent relief treatments.
Grain Refinement and Alignment in Forged Titanium
The forging process lines up grains along the direction of applied force and improves strength and fatigue resistance. Repeated deformation reduces grain size and enhances toughness. This directional alignment strengthens titanium along specific load paths, ideal for high-stress applications.
Near-Zero Porosity Through Compression
Forging compresses and closes internal voids, improving material integrity. The process creates a homogeneous microstructure by reducing segregation of alloying elements and eliminates defects that compromise component performance.
ASTM F136 Standards for Wrought Titanium
ASTM F136 covers chemical, mechanical, and metallurgical requirements for wrought annealed titanium-6aluminum-4vanadium ELI (extra low interstitial) alloy used in surgical implant manufacturing. Products include strip, sheet, plate, bar, and wire.
Density Comparison: MIM Titanium vs. Forged Titanium
MIM Titanium Density: 95-99% Theoretical (4.4-4.5 g/cm³)
Sintered titanium metal injection molding components achieve densities between 95% and 99% of theoretical values when optimized processing parameters are applied. Titanium powder reaches at least 95% theoretical density above 1100°C sintering temperatures. Peak densification occurs at 1200°C. Commercially pure titanium produced through the metal injection molding process exhibits densities between 4.4 and 4.5 g/cm³. Ti-6Al-4V components typically reach 96.5% relative density at 1250°C sintering for 120 minutes.
Forged Titanium Density: Nearly 100% Theoretical
Compressive forces eliminate internal voids and allow forged components to achieve nearly 100% theoretical density. Pure titanium maintains a theoretical density of 4.51 g/cm³.
How Residual Porosity Affects Component Performance
Residual porosity in titanium injection molding parts directly affects fatigue strength and fracture toughness. Yield strength and ultimate tensile strength performance improve with lower porosity levels.
Hot Isostatic Pressing (HIP) to Boost Density
HIP applies pressures between 100 and 200 MPa at temperatures of 0.6-0.7 Tm to eliminate internal porosity. Porosity reduces from 0.21% to undetectable levels through this process.
Density Testing Methods: Archimedes Principle vs. Cross-Section Analysis
The Archimedes method delivers high accuracy with ±0.08% precision for high-density materials. Cross-section analysis produces coefficient variations exceeding 4%.
Mechanical Strength Properties Compared
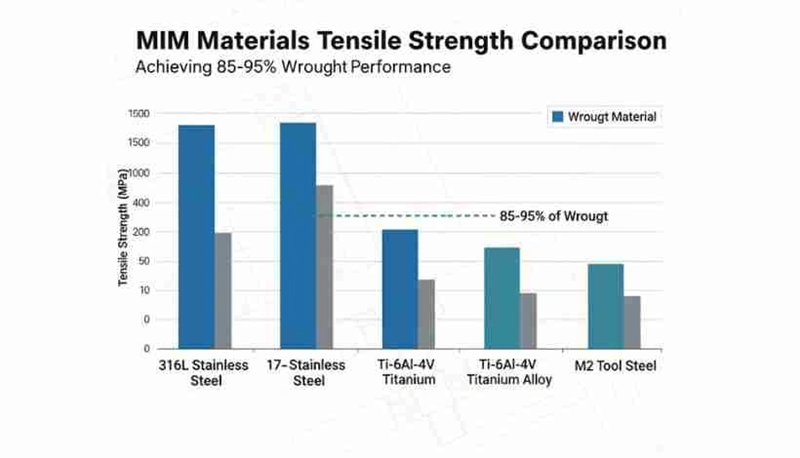
Tensile Strength: MIM (780-900 MPa) vs. Forged (895+ MPa)
ASTM F2885 Type 2 as-sintered metal injection molding titanium components achieve minimum tensile strength of 780 MPa, while Type 1 densified parts reach 900 MPa. Wrought titanium meeting ASTM F1472 standards delivers 895 MPa minimum. Optimized titanium metal injection molding processes showed tensile strength up to 967 MPa.
Yield Strength and 0.2% Offset Comparison
The 0.2% offset method defines yield strength as the stress producing 0.2% plastic strain. MIM Ti-6Al-4V exhibits yield strength ranging from 680 MPa (Type 2) to 830 MPa (Type 1). Forged titanium maintains 825 MPa minimum.
Hardness and Ductility Performance
MIM components achieve 95-100% of wrought tensile and yield strength, but ductility reaches only 60-80% of wrought values. Residual porosity acts as stress concentrators and results in this trade-off.
Fatigue Resistance Under Cyclic Stress
MIM Ti-6Al-4V with shot peening showed fatigue endurance limits of 450 MPa. Wrought titanium ranges from 450 to 700 MPa depending on microstructure.
Elongation Percentages and Impact Toughness
Standard MIM processes deliver 10% elongation, while impact toughness for Ti-6Al-4V measures 0.42 MJ/m² in ultrafine-grained states.
When MIM Titanium Meets Surgical Implant Requirements
ASTM F2885 establishes minimum mechanical thresholds for surgical implants. The titanium injection molding process produces properties like annealed wrought products.
Manufacturing Economics and Application Selection
Cost Analysis: High-Volume MIM vs. Low-Volume Forging
Production volume determines the economic viability of metal injection molding titanium versus forging. The titanium injection molding process costs $2.50 per part when producing 100,000 surgical components. This compares to $8.25 for CNC machining and represents a 70% cost reduction. Tooling investments range from $20,000 to $50,000 per mold and amortize faster across production runs. MIM becomes cost-competitive starting at 10,000 units per year. Optimal efficiency occurs at 25,000 to 500,000+ units with savings of 52-78% versus conventional machining. Material use reinforces this advantage: titanium metal injection molding converts 95-98% of raw material into finished components. CNC machining achieves only 10-40% efficiency for complex geometries.
Complex Geometries: MIM Advantages for Intricate Parts
The metal injection molding process eliminates expensive scrap production that comes with machining exotic materials. Net-shape manufacturing produces parts with thin walls, tight radii and undercuts without secondary operations. Micro components weighing as little as 0.037 grams demonstrate MIM’s capability for intricate features that are impossible to machine.
Best Applications for MIM Titanium (Medical Devices, Implants)
Medical sectors use titanium injection molding for orthopedic implants, dental prosthetics, surgical instruments, pacemaker housings and catheter ports. Biocompatibility combined with budget-friendly mass production makes MIM ideal for implantable devices.
Best Applications for Forged Titanium (Aerospace, High-Stress Components)
Aerospace applications that need ultimate tensile strength exceeding 1100 MPa demand forged titanium. Engine components, structural connectors and high-load bearing parts benefit from forging’s superior fatigue resistance and near-zero porosity.
JHMIM’s Integrated Manufacturing: MIM, SLM 3D Printing, and CNC Machining
JHMIMTitanium is the only manufacturer in China offering MIM, SLM 3D Printing and CNC Machining under one roof. This matrix shows which material-process combinations we support and enables smooth transitions from prototyping to mass production.
Comparison Table
Comparison Table: Metal Injection Molding Titanium vs. Forged Titanium
| Attribute | MIM Titanium | Forged Titanium |
|---|---|---|
| Density (% Theoretical) | 95-99% | Nearly 100% |
| Density (g/cm³) | 4.4-4.5 g/cm³ (CP Ti) | 4.51 g/cm³ (Pure Ti) |
| Tensile Strength | 780-900 MPa (Type 2: 780 MPa min, Type 1: 900 MPa min; optimized: up to 967 MPa) | 895+ MPa (minimum 895 MPa per ASTM F1472; can exceed 1100 MPa) |
| Yield Strength (0.2% Offset) | 680-830 MPa (Type 2: 680 MPa, Type 1: 830 MPa) | 825+ MPa (minimum 825 MPa) |
| Elongation | 10-12% (standard: 10%, optimized: 12%) | Not mentioned (but MIM achieves 60-80% of wrought ductility) |
| Fatigue Resistance | 450 MPa (with shot peening) | 450-700 MPa (based on microstructure) |
| Porosity | Residual porosity present (0.21% typical, can be reduced to undetectable with HIP) | Near-zero porosity |
| Manufacturing Process | Powder metallurgy: mixing titanium powder with binder, injection molding, debinding, sintering (1100-1500°C) | Hot/warm/cold forging with compressive forces at controlled temperatures (1600-2100°F for hot forging) |
| Grain Structure | Sintered microstructure with potential residual pores | Refined and aligned grain structure along force direction |
| Cost per Part (High Volume) | $2.50 per part at 100,000 units (70% cost reduction vs. CNC machining) | $8.25 per part (CNC machining comparison) |
| Material Utilization | 95-98% efficiency | 10-40% efficiency (machined for complex geometries) |
| Optimal Production Volume | Cost-competitive at 10,000+ units; optimal at 25,000-500,000+ units | More economical for low-volume production |
| Tooling Investment | $20,000-$50,000 per mold | Not mentioned |
| Best Applications | Medical devices, orthopedic implants, dental prosthetics, surgical instruments, pacemaker housings, catheter ports | Aerospace components, engine parts, structural connectors, high-stress/high-load bearing components |
| Geometric Complexity | Excellent for complex geometries, thin walls, tight radii, undercuts, micro components (as light as 0.037g) | Limited by forging process constraints |
| ASTM Standards | ASTM F2885 (for Ti-6Al-4V surgical implants) | ASTM F136 (for wrought Ti-6Al-4V ELI alloy), ASTM F1472 |
| Common Alloys | Ti-6Al-4V (most common), CP Ti, Ti-6Al-7Nb (biomedical) | Ti-6Al-4V ELI, various titanium alloys |
| Post-Processing Options | Hot Isostatic Pressing (HIP) for density boost (100-200 MPa at 0.6-0.7 Tm) | Heat treatment for stress relief (cold forging) |
| Strength vs. Wrought | 95-100% of wrought tensile/yield strength | 100% (wrought material) |
| Ductility vs. Wrought | 60-80% of wrought values | 100% (wrought material) |
Conclusion
The choice between metal injection molding titanium and forged titanium entirely depends on application requirements. Forged components deliver superior strength and near-zero porosity for aerospace and high-stress applications. MIM titanium offers great value for complex medical devices and high-volume production. It achieves 95-99% density at substantially lower costs. JHMIM Titanium’s integrated capabilities in MIM and CNC Machining enable manufacturers to transition easily from prototyping to mass production under one roof.
FAQs
Q1. What density levels do MIM titanium components achieve compared to forged titanium? MIM titanium components typically achieve densities between 95% and 99% of theoretical values (4.4-4.5 g/cm³), while forged titanium reaches nearly 100% theoretical density (4.51 g/cm³). This difference occurs because the sintering process in MIM can leave residual porosity, whereas forging uses compressive forces that eliminate internal voids and create a more homogeneous microstructure.
Q2. How does the tensile strength of MIM titanium compare to forged titanium? MIM titanium delivers tensile strengths ranging from 780 to 900 MPa, with optimized processes achieving up to 967 MPa. Forged titanium typically exceeds 895 MPa and can surpass 1100 MPa in high-performance applications. While MIM components achieve 95-100% of wrought tensile strength, forged titanium maintains superior absolute strength values due to its refined grain structure and near-zero porosity.
Q3. Which manufacturing method is more cost-effective for titanium components? The cost-effectiveness depends on production volume. MIM becomes economically viable starting at 10,000 units annually, with costs as low as $2.50 per part at 100,000 units—representing a 70% reduction compared to CNC machining. Forging is more economical for low-volume production. MIM also offers 95-98% material utilization versus only 10-40% for machined complex geometries.
Q4. What are the best applications for MIM titanium versus forged titanium? MIM titanium excels in medical applications including orthopedic implants, dental prosthetics, surgical instruments, and pacemaker housings, where complex geometries and high-volume production are required. Forged titanium is preferred for aerospace components, engine parts, and high-stress structural applications that demand maximum strength, superior fatigue resistance, and near-zero porosity.
Q5. Can Hot Isostatic Pressing improve MIM titanium properties? Yes, Hot Isostatic Pressing (HIP) significantly enhances MIM titanium density and mechanical properties. HIP applies pressures of 100-200 MPa at elevated temperatures to eliminate residual porosity, reducing it from typical levels of 0.21% to undetectable amounts. This process can increase fatigue strength by 18% and bring MIM components closer to the performance levels of forged titanium.