
Machining titanium delivers a part that costs $300-600 when the same design in aluminum runs just $50. The total part cost multiplies 5-10× compared to equivalent aluminum components in most cases. These expenses stem from titanium’s challenging properties: cutting speeds reach only 1/4 of aluminum rates (or less) and tool life drops to 20-40% of aluminum standards. Operations just need high-pressure coolant systems. This piece breaks down 2026 titanium machining cost by part complexity and compares expenses against aluminum. It shows hidden cost factors and gives eight techniques to reduce spending without compromising quality.
Why CNC Machining Titanium Costs More Than Other Metals

Titanium’s physics create fundamental barriers to machining it well. Titanium’s thermal conductivity measures just 6.7-7 W/m·K, about 1/15th that of aluminum and 1/4th that of steel. Heat generated during cutting cannot dissipate through the workpiece. Temperatures concentrate at the tool-workpiece interface and reach levels 2.2 times higher than when machining AISI 1045 steel. Every cut becomes a battle against heat accumulation because of this thermal behavior.
Low thermal conductivity slows cutting speeds
Trapped heat at the cutting edge forces dramatic reductions in titanium feeds and speeds. Surface speeds for Ti-6Al-4V range from 40-80 m/min, while aluminum operates at 500-1,500 m/min. This speed differential extends cycle times in proportion. A 10% increase in surface feet per minute above recommended levels gets you a 100% increase in cutting zone temperature. Cutting temperatures can exceed 1000°C at the tool-workpiece interface and create thermal expansion that affects dimensional accuracy. This triggers work hardening that makes subsequent passes harder with each cut.
Chemical reactivity destroys tools faster
Titanium demonstrates high chemical affinity with most cutting tool materials at elevated temperatures. The metal bonds to carbide, high-speed steel, ceramics, PCBN, and PCD tools. This chemical reaction causes material adhesion to tool surfaces and built-up edge formation that chips away. The strong bond at the chip-tool interface, coupled with high diffusion rates and segmented chip formation, accelerates tool wear. Adhesion wear occurs when titanium welds onto the tool’s rake and flank faces. Tool life for Ti-6Al-4V drops below 10% of the baseline that aluminum 6061 sets. This chemical behavior explains why cnc machining titanium demands specialized coated tooling, with TiAlN or AlTiN coatings forming thin oxide layers that resist adhesion.
Material cost and supply chain factors
Raw material expenses set the cost floor for titanium machining. Commercially pure titanium Grade 2 ranges from $6.00-$9.00 per pound, while Ti-6Al-4V Grade 5 costs $10.00-$15.00 per pound. High-performance aerospace alloys command the upper end of this range due to superior mechanical properties including high strength and corrosion resistance. Titanium extraction from minerals like ilmenite and rutile needs energy-intensive processes with high temperatures and specialized equipment. Extraction costs rise as easily available sources deplete. Geopolitical issues including political tensions and trade restrictions from key producing countries restrict supply and trigger price spikes. Global titanium ore resources concentrate in specific regions, meaning supply conditions in these areas affect worldwide pricing substantially.
High-pressure coolant system requirements
Machining titanium vs aluminum reveals stark differences in cooling infrastructure. Standard flood cooling proves insufficient for titanium operations. High-pressure coolant delivery, 500 psi minimum, becomes needed to penetrate the vapor barrier forming at the cutting interface. Optimal performance occurs between 800-1,200 psi, though research documents systems operating up to 21 MPa. These specialized pumps and nozzles represent capital investments beyond conventional equipment. High-pressure coolant achieves over 20-fold improvement in tool life when machining Ti-6Al-4V at 20.3 MPa compared to conventional overhead coolant. The coolant stream must reach the cutting zone with sufficient force to flush chips and reduce friction at the tool-chip interface while limiting heat transfer to the cutting tool.
2026 Titanium Machining Cost Breakdown by Part Complexity
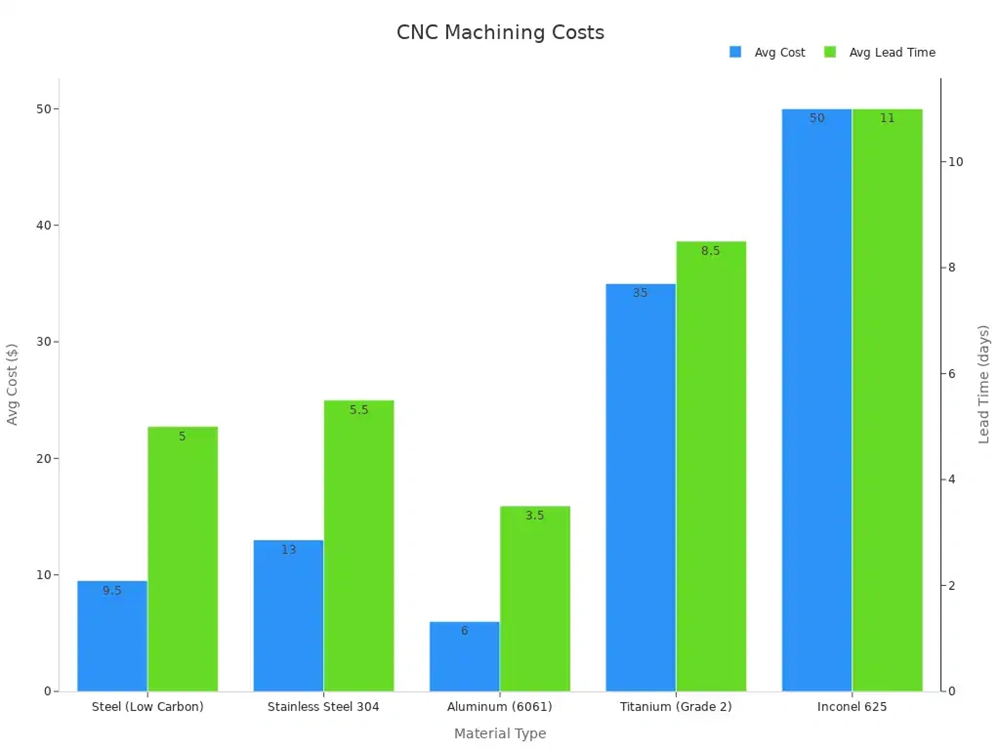
Part complexity determines final invoiced amounts more than any other factor in titanium machining operations. A cylindrical turned component measuring 2 inches in diameter costs $200-350 at quantity 5, while a complex 5-axis part with compound angles in the same size envelope runs $600-900. The cost multiplier stems from additional machine time, setup count, programming hours and inspection requirements that scale with geometric complexity.
Simple turned parts: cost range and timeline
Cylindrical parts machined on a lathe represent the most economical titanium work. These components measure 2-3 inches (50.8-76.2 mm) in outer diameter and 2-6 inches (50.8-152.4 mm) in length. Single-ended work just needs one setup, while dual-ended features need either two setups or a sub-spindle transfer. Standard tolerances hold ±0.005 inches (0.13 mm), with as-machined surface finish acceptable for most applications. Parts in this category cost $200-350 for Ti-6Al-4V at quantity 5. Lead time runs 7-14 days from approved drawings to shipped parts. The lower cost results from minimal repositioning and straightforward programming. Continuous cutting without complex toolpath calculations keeps expenses down.
Medium milled parts: cost range and timeline
Milled components incorporate pockets, holes, flat features and threaded connections that just need 3-axis machining centers. The part’s envelope spans 3-6 inches (76.2-152.4 mm) and requires 3-6 fixturing setups to access different faces. Certain features hold tighter tolerances at ±0.003 inches (0.076 mm). Fabrication costs range from $350-550 at quantity 5, with timelines extending to 10-21 days. The price increase reflects additional setup labor and longer programming time for multiple operations. Precision fixtures become necessary. Each setup introduces potential alignment errors that require verification, adding inspection time to the production cycle.
Complex 5-axis parts: cost range and timeline
Five-axis simultaneous machining makes compound-angle features, organic shapes and undercuts impossible with 3-axis equipment. These parts occupy 4-8 inch (101.6-203.2 mm) envelopes with critical features holding ±0.001 inch (0.025 mm) tolerances. CMM inspection verifies dimensional accuracy across multiple datums. Costs reach $600-900 at quantity 5. Production timelines stretch 14-28 days. The premium reflects higher machine hourly rates ($75-300/hr for 5-axis operations) and extensive CAM programming for collision detection and toolpath optimization. Coordinate measuring machine verification becomes mandatory.
Where your money goes: component-by-component
Material cost accounts for only 20-30% of the finished part’s price. The remaining 70-80% distributes across machining operations (40-70% of total cost), tooling consumption, setup labor and post-processing. A 1-pound titanium aerospace component requires a 10-pound raw plate due to buy-to-fly ratios between 5:1 and 10:1. Machine time at $80-150 per hour multiplies across extended cycle times. Tool replacement occurs every 200 minutes when machining titanium versus 1,000 minutes for aluminum. Diamond-coated tools cost three times standard tooling. Post-processing including sandblasting and chemical polishing adds $1.00-3.00 per piece. A shaft-shaped part comparison shows titanium machining at $38 per piece versus $12 for aluminum 7075, demonstrating how processing costs exceed material premiums.
Machining Titanium vs Aluminum: Direct Cost Comparison
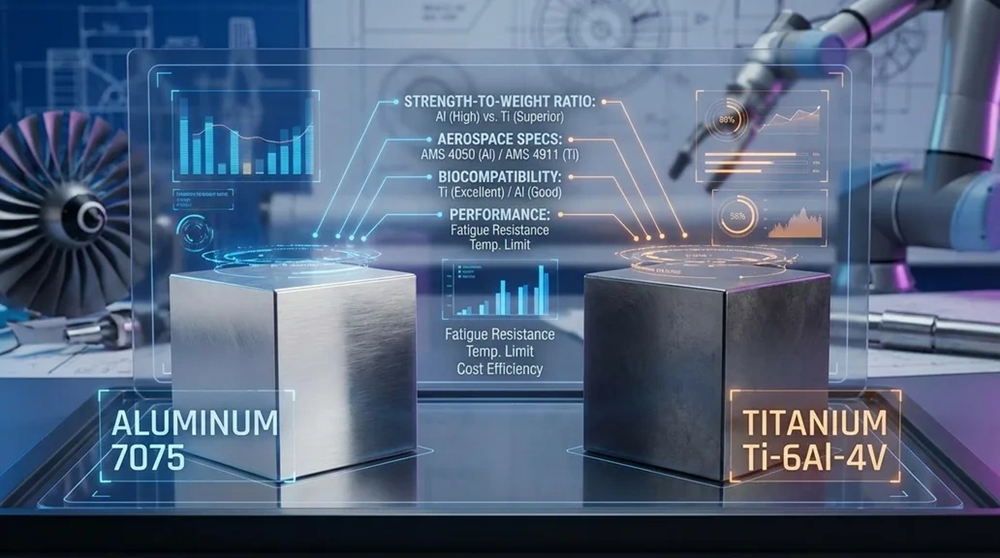
Direct cost comparison between titanium and aluminum reveals pricing gaps that exceed original material differences. The raw material multiplier represents just the starting point. Processing expenses compound the differential at every production stage.
Material cost per pound
Ti-6Al-4V bar stock costs $15.00-$30.00 per pound, while 6061-T6 aluminum ranges from $2.00-$4.00 per pound. Commercially pure titanium Grade 2 sits at $6.00-$9.00 per pound. Grade 5 titanium costs $10.00-$15.00 per pound. This establishes a 5-10× raw material cost difference before any machining occurs. The pricing gap widens per unit volume because titanium’s density is higher than aluminum. Titanium costs 10-20× more than steel and 5-10× more than aluminum at raw material level.
Cycle time and machine hours
Machining titanium vs aluminum exposes dramatic productivity differences. Titanium must be cut at 80-150 SFM (24-46 m/min) to maintain tool life. Aluminum operates at 500-1,500 SFM (152-457 m/min) with identical tooling. This 5-8× speed difference translates into longer machine time at the same shop rate. Metal removal rates drop 5-8× lower for titanium, and each part occupies the machine longer. Cutting speeds for titanium reach about 1/4 that of aluminum, or less. Cycle time for equivalent geometry shows steel at 1× baseline while titanium runs 2-4× longer. Processing costs can reach 10× aluminum levels.
Tool life and replacement frequency
Carbide inserts last only 20-40% as long in titanium as in aluminum. Insert cost per part runs 3-5× aluminum expenses. Tool consumption accounts for $15.00-$40.00 per titanium part versus $4.00-$10.00 for aluminum equivalents. Titanium’s hardness accelerates tool wear during machining operations.
Total part cost multipliers
A typical Ti-6Al-4V turned part (2 inches diameter × 3 inches long, ±0.005 inches tolerance, as-machined finish) at quantity 5 costs $153.00-$400.00 total. The same part in 6061-T6 aluminum costs $69.00-$196.00. A titanium part costing $50.00 in aluminum often reaches $300.00-$600.00 in titanium. Total part cost multiplies 5-10× equivalent aluminum components. An aluminum part can be 30 times less expensive than titanium, and the gap expands for larger and more complicated geometries. Machining cost for Ti-6Al-4V averages 3× the cost of equivalent 4140 steel parts and 4× the cost of 6061 aluminum.
Hidden Cost Factors in Titanium Machining

Operational expenses reshape project budgets beyond quoted part prices. Shops that can machine titanium charge $100-200 per hour, compared to $80-150 for standard operations. Not all facilities have the infrastructure needed. Titanium work demands rigid machine tools with low-speed, high-torque spindles, high-pressure coolant systems operating at 500-1,000 psi (35-70 bar), and strong fixturing that minimizes vibration during extended cutting cycles. Shop rates pass through capital investment in this specialized equipment.
Specialized equipment and shop capabilities
Titanium-capable shops with high-pressure coolant systems and material-specific experience charge $100-200 per hour. General job shops that lack titanium-specific equipment often price themselves out of contention or produce higher scrap rates that increase total project cost. The 5-axis CNC machines needed for complex aerospace or medical parts justify their cost only for high-value work. Simple components can use 3-axis equipment.
Scrap rates and quality control requirements
Buy-to-fly ratios for titanium range from 10:1 to 20:1. Material waste represents 15-20% of total cost. Higher scrap risk makes full CMM inspection a must, adding $15-40 per part versus $10-25 for aluminum. Titanium’s sensitivity to machining parameters increases the probability of dimensional drift or surface defects.
Energy consumption and overhead
Energy accounts for around 17% of machine tool cost. Titanium alloys consume more specific cutting energy than steel, copper, aluminum, and magnesium due to higher hardness and density. Power consumption across spindle motors, coolant pumps, and hydraulic systems multiplies with extended cycle times.
Labor expertise and programming time
Skilled operators command premium wages for titanium work. Programming complex 5-axis toolpaths requires expertise in collision detection and thermal management strategies. Setup elements like fixturing, programming, and tool selection add time and cost. Setup costs represent a higher percentage of total expense at low volumes.
Post-processing and surface finishing
Post-processing can represent 30-50% of total part cost. Heat treatment, stress relief, anodizing, and surface finishing add $20-50 or more per part depending on specifications. Titanium surface finishing proves challenging and costly given the material’s work-hardening tendency and oxide layer formation.
Setup costs at low volumes
Setup costs remain constant whatever the batch size. Low-volume runs carry higher per-part costs as setup expenses distribute across fewer units. Quantities below 5 pieces see setup and programming costs ($40-120 per job) represent a disproportionate share of the invoice.
8 Proven Ways to Reduce Titanium Machining Cost
Design modifications and procurement decisions deliver cost reductions between 20-40% without compromising functional requirements. These strategies apply to prototyping and production volumes.
Increase corner radii to allow larger tools
Internal corner radii of 0.125 inches (3.17 mm) permit 0.250-inch (6.35 mm) endmills operating at 80 SFM (24 m/min). This doubles tool size and reduces cycle time 15-30% compared to 0.060-inch (1.52 mm) radii that just need 0.120-inch (3.05 mm) tools at 40 SFM (12 m/min).
Relax non-critical tolerances
You can loosen non-critical features from ±0.002 inches to ±0.005 inches and save 20-40% on inspection and scrap. Reserve ±0.001-inch tolerances for mating surfaces only.
Minimize setup count in design
Parts that complete in two operations versus three eliminate $100-400 per setup in fixturing and inspection costs.
Avoid thin walls below 0.060 inches
Walls under 0.060 inches just need specialized fixturing and light finishing passes. A redesign to 0.080-inch minimum eliminates these requirements and saves 20-50% on problem features.
Order in batches of 5 or more
Batch quantities distribute setup costs and reduce per-part expenses 30-50%.
Choose CP Grade 2 when strength allows
Grade 2 machines 15-25% faster than Ti-6Al-4V and saves 25-35% total part cost.
Accept as-machined finish where possible
You skip post-processing and save $15-80 per part.
Remove non-functional material
Unnecessary material removal reduces cycle time 10-25%.
Conclusion
Titanium machining delivers exceptional performance characteristics, yet the costs just need careful planning. Material expenses establish only 20-30% of the final price. Processing, tooling and setup requirements create the 5-10× premium over aluminum equivalents. Keep in mind that these expenses need not derail project budgets. The eight strategies outlined here reduce costs by 20-40% through considered design decisions: relaxing non-critical tolerances, increasing corner radii, batching orders and selecting appropriate grades. Shops quote parts within 7-28 days depending on complexity. Apply these cost-reduction techniques during the design phase rather than after quotes arrive. Small geometry adjustments deliver substantial savings without compromising the strength and corrosion resistance that justify titanium selection.
FAQs
Q1. Why does machining titanium cost significantly more than other metals? Machining titanium is typically 3-5 times more expensive than aluminum due to several factors: the raw material itself costs more, cutting speeds must be reduced to only 1/4 of aluminum rates, tools wear out 5 times faster requiring frequent replacement, and specialized high-pressure coolant systems are necessary. Additionally, titanium’s low thermal conductivity traps heat at the cutting edge, forcing slower operations and increasing cycle times.
Q2. What is the current price range for titanium raw material per pound? In 2026, commercially pure titanium Grade 2 costs between $6.00-$9.00 per pound, while the more robust Ti-6Al-4V Grade 5 alloy ranges from $10.00-$15.00 per pound. Higher-performance aerospace-grade alloys command premium prices at the upper end of this range due to their superior strength, corrosion resistance, and specialized properties.
Q3. How much does a typical titanium machined part cost compared to aluminum? A titanium part that would cost $50 in aluminum typically runs $300-$600 in titanium, representing a 5-10× cost multiplier. For example, a simple turned titanium part (2 inches diameter) costs $200-$350 at quantity 5, while the same part in aluminum costs only $50-$70. Complex 5-axis parts can reach $600-$900 for titanium versus $100-$150 for aluminum.
Q4. What are the most effective ways to reduce titanium machining costs? You can reduce costs by 20-40% through strategic design choices: increase internal corner radii to allow larger cutting tools, relax tolerances on non-critical features from ±0.002″ to ±0.005″, order in batches of 5 or more to distribute setup costs, avoid thin walls below 0.060 inches, choose Grade 2 titanium when strength requirements allow, and accept as-machined finishes where possible instead of additional surface treatments.
Q5. How is the titanium market expected to grow in the coming years? The titanium market is projected to grow from 225.68 kilotons in 2025 to 238.8 kilotons in 2026, with forecasts reaching 316.83 kilotons by 2031. This represents a compound annual growth rate (CAGR) of 5.81% over the 2026-2031 period, indicating steady demand growth across aerospace, medical, and industrial applications.